

Quá trình sản xuất rìu thực sự nên bắt đầu ngay cả trước khi có được rìu: cần phải có tấm ván bạch dương chất lượng cao dày 35 hồi40 mm, phải được làm khô cẩn thận từ từ. Nó là đủ để có một cái rìu nặng không quá 1,5 kg. Tôi lưu ý rằng điều đó cũng có thể xảy ra rằng, khi có được một chiếc rìu đã trồng, bạn sẽ cảm thấy rằng chiếc rìu đó là không đủ. Trong trường hợp này, bạn có thể làm rìu một lần nữa và trên tự do để trồng rìu với khối lượng nhỏ hơn.
Cấu hình rìu không nên được tìm kiếm với uốn cong quá mức. Các vật liệu cho một cái rìu loại này sẽ phục vụ như một cái trống điên cuồng từ một phần của bạch dương gần với thân rễ. Và vì đối với bạn, rìu, rõ ràng là không, có thể nói, trụ cột chính, bạn có thể nhận được bằng một cấu hình đơn giản hơn của rìu.
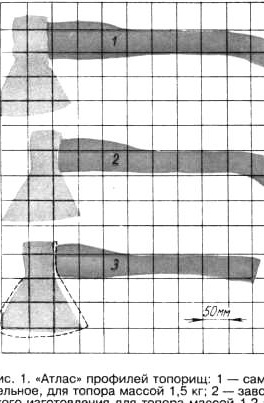
Là một mẫu, bạn có thể sử dụng hình dạng của chiếc hatchet yêu thích của mình (Hình 1). Tốt nhất là cắt phôi từ bảng bằng ghép hình điện, trong khi phụ cấp ở hai bên là rất không đáng kể, vì độ sạch của vết cắt là rất cao, và độ chính xác của cưa cũng vậy. Phụ cấp ở phía trước và phía sau phải có ý nghĩa hơn.
Khi gia công phôi, vật liệu thừa dọc theo các cạnh của nó có thể được loại bỏ trên cưa tròn. Khi bắt đầu xử lý, vòi của rìu được điều chỉnh bằng cách sử dụng cái đục, mặt phẳng, tập tin khốn và vồ, trong đó phôi được đưa vào mắt của rìu (Hình 2, a). Tay cầm của hatchet được xử lý sau vòi phun sơ bộ của rìu và, như họ nói, dọc theo cánh tay. Các công cụ là như nhau cộng với giấy nhám để mài.

Một vết cắt được thực hiện ở phần đầu phía trước của chiếc rìu được xử lý, được đục nhẹ bằng một cái đục. Sau đó, rìu cuối cùng được trồng, phần nhô ra của rìu bị cắt bằng cưa máy và một cái nêm nhọn làm bằng thép dày 3 mm được rèn (Hình 2.6). Sau khi nêm đi vào rìu đến độ sâu cần thiết, phần nhô ra của nó bị cưa ra ở khoảng cách khoảng 5-6 mm từ đầu. Tôi lưu ý rằng phần nhô ra của cái nêm sẽ không phải là một trở ngại nghiêm trọng đối với công việc, tuy nhiên, sau đó, khi chiếc rìu lỏng ra, có thể xảy ra vì nhiều lý do, sẽ có thể đóng búa hoàn toàn, một lần nữa sửa chữa rìu một cách rõ ràng.
Chỉ sau đó, phần cuối của tay cầm được cưa ra, và bề mặt của rìu được ngâm tẩm với dầu hạt lanh hoặc phủ vecni dầu. Cần lưu ý rằng đôi khi bạch dương có xu hướng gia tăng nứt.Khi đặc tính này được tìm thấy ở giai đoạn sản xuất gần hoàn thiện, các khu vực nguy hiểm gần cuối phía sau có thể được tăng cường bằng các lỗ khoan có đường kính 8 mm theo hướng vuông góc với hướng của các lớp. Các nút thắt nhân tạo được gắn vào chúng bằng keo PVA - ghim, nên được làm từ gỗ ít cứng hơn.