


Vì vậy, phần cuối cùng của tetralogy về việc tạo ra một thiết bị sản xuất khí bộ chế hòa khí (hơi xăng) để đốt chúng trong một lò đốt thủy tinh để bàn lớn. Hãy để tôi nhắc bạn rằng toàn bộ sử thi này sử dụng xăng thay vì khí đốt thông thường đã được bắt đầu cho một số mục đích. Đầu tiên và quan trọng nhất - nhiệt độ của đèn khò của vòi đốt hơi xăng cao hơn một chút so với propan (với vụ nổ không khí), chưa kể khí đốt tự nhiên. Xem xét các khoảng trống để thổi thủy tinh từ thủy tinh nóng chảy thấp đã trở nên kỳ lạ và chỉ có thủy tinh yêu cầu nhiệt độ cao (oxy) được xử lý trên đầu đốt, lấy nhiệt độ cao phù hợp với thủy tinh nóng chảy cao bằng phương pháp thay thế mà không sử dụng oxy trong xi lanh là một nhiệm vụ xứng đáng ( thay thế hoàn toàn oxy bằng cách thêm một lượng nhỏ khí kích nổ từ máy điện phân vào hơi xăng). Một khoảnh khắc thú vị là việc cung cấp nhiên liệu lỏng nhỏ gọn cho một xưởng ở xa đường. Có một vài điểm tích cực nhỏ đã được đề cập trước đó.
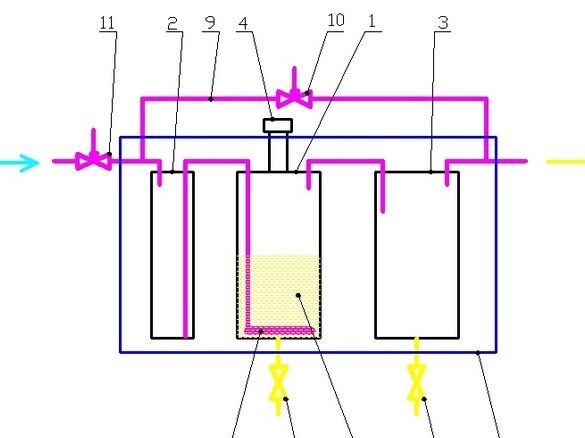
Mô tả về thiết bị, thuật toán vận hành và chế tạo bẫy xăng (vị trí 2) được mô tả trong phần 1, sản xuất một bình bọt khí (vị trí 1) trong phần 2, sản xuất bình ngưng (vị trí 3) và kết nối của cả ba bể, trong phần 3.
Vì vậy, thiết bị của chúng tôi đã sẵn sàng nói chung và bao gồm cả ba xe tăng 1,2,3 với vòi phun và bên trong tương ứng. Các bể được kết nối và gắn (hàn) trên giá đỡ bằng thiếc. Các công việc còn lại nên được thực hiện theo thứ tự chúng được thực hiện: sản xuất hộp 12, uốn cong và lắp đặt bypass 9 với van kim tràn 10, sản xuất và lắp đặt ống đầu vào và đầu ra (mọi thứ nhô ra khỏi hộp sẽ phải được lắp vào vị trí). Lắp đặt cáp sưởi ấm trên bong bóng, lắp đặt các bể chứa trong hộp và san lấp bằng cát. Lắp đặt bộ điều khiển nhiệt.
Dụng cụ, thiết bị.
Tất cả các kết nối được thực hiện bằng cách hàn - bạn cần một vòi đốt khí bằng tay. Đặt các công cụ băng ghế. Miếng chà nhám kích thước trung bình cho điểm hàn chà nhám. Để cắt ống đồng chính xác, thật thuận tiện khi sử dụng cưa con lắc cuối, hoặc hộp miter có cưa sắt sẽ làm được.Nó đến trong mài điện tiện dụng, ghế dài. Trong quá trình sản xuất hộp, một máy cưa tròn, máy bào nhỏ và máy cưa con lắc tương tự đã được sử dụng. Máy khoan, tuốc nơ vít. Một vài cái kẹp. Để vẽ tranh - cọ, bát đĩa.
Vật liệu
Các tấm đồng và trang trí bằng đồng được sử dụng, ống đồng 15mm, đường kính 18mm. Tees và khớp nối đặc biệt là các bộ phận của một ống nước bằng đồng. Hai vòi kim nhỏ, miếng sắt từ đồ đạc ống nước cũ. Que hàn đồng số 3, thông lượng cho nó. Bàn chải LKM, giẻ bông. Keo dán - PVA của người tham gia.
Vì vậy. Anh cầm lấy cái hộp. Gỗ đã được chuẩn bị - cho khung, các thanh nhựa cứng, chắc chắn không có nút thắt và lỗ hổng, cho các tấm trang trí vỏ bọc. Các thanh khung được đặt ra. Tôi đã kết nối nó với một nửa cây gỗ với PVA của người tham gia, kiểm tra hình chữ nhật bằng một hình vuông lớn của người tham gia, kẹp nó bằng kẹp trên bàn phẳng. Trong bức ảnh có một khung sấy, hai mảnh này chồng lên nhau.


Sau khi khô, bắt đầu bọc. Các tấm ván và trang trí có chiều dài phù hợp được quy hoạch với độ dày 12 ... 15 mm, cắt theo kích thước, khoan lỗ cho ốc vít, bắt vít bằng vít. Ông đã thực hiện các vết cắt cho các ống thoát nước nhô ra, trong tương lai chúng sẽ được phủ thêm bằng các tấm thiếc.
Gần như một hộp đã hoàn thành, trường hợp cho các tay cầm để vận chuyển. Như bút, nó đã được quyết định để điều chỉnh các tấm ván cuối cùng (phía trên) của đầu hộp. Để làm điều này, anh ta cắt bỏ độ dày tăng thêm của chúng để có thể thoải mái khi cầm bằng tay, và để neo đẹp phần dưới của tay cầm trên giường có lớp lót mỏng, chúng tôi phải làm trống hình nón.



Sau khi đánh dấu tay cầm, tôi khoan các cạnh của bàn tay bằng một mũi khoan trên cây có đường kính lớn (40 mm), nối các lỗ với một hình ghép điện, chà nhám những vệt lớn bằng giấy nhám.



Sau khi lắp đặt tay cầm tại chỗ, các khoảng trống còn lại của các bên được đánh dấu tại chỗ, cắt bỏ phần thừa, vặn bằng vít. Sự phù hợp cuối cùng, mọi thứ dường như phù hợp.
Hộp hoàn thiện không có sự cuồng tín được đánh bóng, sơn lót bằng vecni pha loãng và sơn thành nhiều lớp bằng men PF-115, màu xanh cỏ, với một lớp mài trung gian của các sợi được nâng lên bằng giấy nhám mịn hoặc cọ xát. Trong khi sơn khô, bạn có thể sản xuất và lắp đặt các miếng sắt còn lại.


Tôi đã chuẩn bị và hàn các vòi kim vào cốt thép xung quanh - các sợi thông thường của chúng được thiết kế để siết chặt các ống kẹp, làm sạch chúng bằng bàn chải dây, hàn với một mỏ hàn bằng thiếc hàn đồng và dán thông lượng đặc biệt cho vật hàn này. Kết nối ống khí - Tiêu chuẩn ngắt kết nối nhanh cho ống màu cam khí nén xoắn ốc. Các ống đồng từ hệ thống cấp nước có đường kính 15 và 18 mm, thật tuyệt khi kết nối chúng với các bộ phận tiêu chuẩn được cung cấp riêng cho việc này - khớp nối, góc, nhưng chỉ có một vài loại trong số chúng có sẵn - tees, khớp nối, phích cắm. Tôi phải ra ngoài. Tôi đã tự mình thực hiện các góc 90 độ - Tôi cắt hai đầu ống ở góc 45 độ ở đầu cưa (sử dụng ít nhất là kính bảo vệ!) Và sau khi tước và áp dụng từ thông, đặt chúng lên một viên gạch đỏ và hàn bằng đầu đốt. Đừng quên rửa sạch từ thông với nước ấm - thông lượng axit. Khi hàn một vài nơi gần đó, chúng tôi tiến hành từ nguyên tắc chung - đầu tiên chúng tôi hàn các phần lớn hơn, sau đó ít hơn, do đó ít có khả năng hàn trước sẽ phân rã, ngay cả khi bạn hàn với cùng một vật hàn. Nếu đường kính của các bộ phận hàn không hoàn toàn trùng khớp, thì chúng chiếm ưu thế về lượng đồng cần thiết, dây được tước trước đó, với đường kính khoảng 0,4 ... 0,5 mm. Tôi đã tháo dỡ hoàn toàn các vòi trước khi hàn để không làm nóng xoắn nhựa và gioăng cao su. Đừng quên thử các đường ống thường xuyên hơn tại trạm làm nhiệm vụ, do đó, do đãng trí, như rasta của Nga nói, không được làm rối tung hai bên. "


Cuối cùng, hàn các chuẩn bị bằng cách sử dụng tees có sẵn. Ngoài ra, các khoảng trống được bù bằng cuộn dây. Bỏ qua ở hoặc trên một chút so với cổ filler, vòi của nó phải ló ra khỏi giường cát. Ống của nó hơi nghiêng theo trục thẳng đứng, để không chặn truy cập vào cổ filler.


Một vị trí được bố trí trong đường ống ra cho thiết bị chống cháy, giúp ngăn chặn sự xâm nhập của ngọn lửa từ đòn tấn công lại của hồi giáo vào thiết bị. Các thiết bị chống cháy loại này được yêu cầu phải được lắp đặt - trong các tàu chứa hỗn hợp nhiên liệu làm sẵn với chất oxy hóa và sự xâm nhập của ngọn lửa bên trong gây ra hậu quả nghiêm trọng. May mắn thay, tốc độ đốt của hơi xăng tương đối thấp và đồng muddle đá đồng trong ống là một biện pháp được đảm bảo để triệt tiêu ngọn lửa. Cô ấy sẽ được lấp đầy với âm lượng trong ống đầu ra từ phần ren đến góc. Vì vậy, việc nhồi dây không bò ra khỏi vị trí dự định của nó, một điểm dừng ngang được hàn để xoay ống - một đoạn dây đồng dày. Một sợi chỉ 0,5 inch được hàn vào đầu ra của ống từ các phụ kiện nước - một chú hề hề đồng thau từ bộ máy trộn. Góc không chuẩn được thực hiện tương tự như các góc trước vì lý do thuận tiện - khi đặt bộ chế hòa khí ở phía dưới bên trái, dưới bàn, ống đầu ra sẽ uốn cong ít hơn.

Một bước bắt buộc là một thử nghiệm rò rỉ. Trong các tàu được lắp ráp hoàn chỉnh với các phụ kiện, nó khá đơn giản - cắm ống đầu ra bằng phích cắm ống nước tiêu chuẩn, vòi nút chai mỡ, cắt ra một dây thun cho phích cắm phụ. Nó vẫn còn để kết nối máy nén với đầu vào của thiết bị và sau khi bơm lên một vài bầu khí quyển, đi dọc theo các đường nối bằng bọt xà phòng. Đánh dấu những nơi rò rỉ không khí và hàn sau khi rửa và sấy khô. Tương tự kiểm tra kết quả.
Chính tại thiết bị của tôi, một tai nạn đã xảy ra - khi bơm khoảng bốn bầu khí quyển, một chiếc vỏ bị xé toạc trên nắp bong bóng. Có lẽ có một khiếm khuyết nhỏ trong nhà máy dập nắp - một vết nứt ở nơi uốn cong mạnh. Có lẽ do sự vắng mặt hoặc không đủ ủ trước khi dán tem. Trên đó, một vết nứt, nắp bật ra. Cùng lúc đó, chiếc xe tăng đã mở ra, xé một trong những ống cho một người hàng xóm và hơi cong cái đế. Một số nỗ lực đã được thực hiện để sửa chữa, nhưng không thể khôi phục thiết bị một cách chính xác và quan trọng nhất là đáng tin cậy mà không cần tháo dỡ đáng kể. Thiết bị được đặt sang một bên cho ít quan trọng hơn sử dụng tàu nhiên liệu.
Kết quả của vụ tai nạn, nói chung, là sự tự tin quá mức và áp lực ít hơn đáng kể là đủ để kiểm tra độ kín bằng bong bóng xà phòng. Trong quá trình hoạt động bình thường của thiết bị, áp suất bên trong các tàu không vượt quá áp suất khí quyển, và bằng cách thực hiện các biện pháp đã biết để bảo vệ chống lại cuộc tấn công ngọn lửa ngược của Hồi (lưới đồng, bùn bùn), các tàu có thể được làm bằng vật liệu rất mỏng.