

Điện tử - Đây là một trải nghiệm rất thú vị, nhưng cuối cùng bạn nhận được nhiều loại thành phần khác nhau cần được lưu trữ riêng.
Để lưu trữ, có một loạt các hộp nhựa nhỏ, nhưng bản thân các hộp thường bị mất kiểm soát.
Thiết kế vỏ tốt cho các hộp trong J-Po, nhưng trong trường hợp, tác giả của cái này tự làmCó các cạnh hơi cong, điều đó có nghĩa là chúng sẽ không được giữ chắc chắn bằng phương pháp mà J-Po đã sử dụng.
Một chiến dịch khác của Jesper75 đã xây dựng một chiếc tủ có cùng kiểu dáng, nhưng không có cách nào để giảm, sơn và đặt số lượng kệ cần thiết.
Các yêu cầu để giải quyết vấn đề này là giữa các hộp nên có ít không gian nhất có thể và tác giả cũng muốn sử dụng gỗ đã có sẵn.
Do đó, người ta đã quyết định sử dụng một góc nhôm để làm giá đỡ cho các trường hợp. Và vì việc cài đặt các giá đỡ hướng dẫn sau khi lắp ráp khung không thuận tiện lắm, nó đã được quyết định xuất hiện trước khi lắp ráp.
Bước một: Giá đỡ








Chiều cao của giá đỡ phải đủ cao, vì bảy trường hợp chỉ được yêu cầu để lưu trữ một loạt điện trở, đó là phạm vi lớn nhất của các thành phần cùng loại.
Là vật liệu chính, ván ép dày 18 mm đã được sử dụng.
Nó đã được quyết định để thực hiện ba phần cho các trường hợp, có nghĩa là bốn giá đỡ. Giá đỡ bên ngoài đã được cắt khoảng 12 mm. sâu hơn để mặt sau của khung có thể được lõm.
Trong bức tranh thứ ba, có thể nhìn thấy những dải gỗ cứng mỏng, đây là saligna. Tác giả đã dán chúng vào cạnh trước bên ngoài của ván ép bằng cách sử dụng PVA thông thường (keo Elmer) và (như bạn có thể thấy từ hình thứ tư) rất nhiều kẹp.
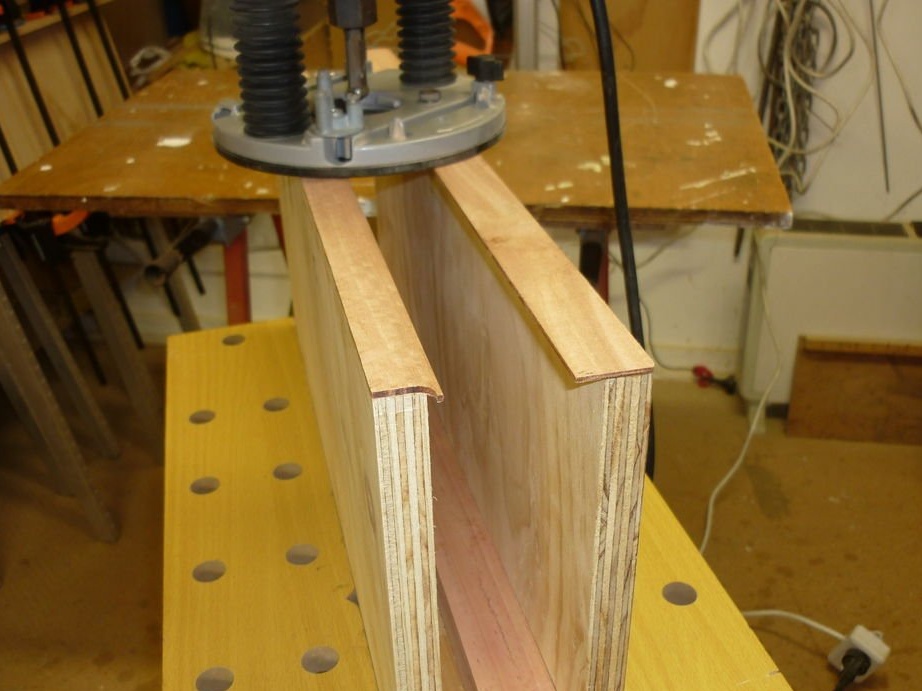
Cắt mặt thừa được thực hiện bằng cách sử dụng bộ định tuyến với một chút theo cạnh.
Sau khi bộ định tuyến loại bỏ phần lớn phần nhô ra, nó sử dụng một chút để làm cho nước muối phẳng hoàn toàn.
Bước hai: Trên cùng và dưới cùng










Tác giả chỉ có 7 mm ván ép cấu trúc cho nắp trên và dưới. Ngoài ra còn có hai miếng gỗ dán rất mỏng, không khớp với các lớp khác nhau.
Như bạn có thể thấy trong bức ảnh thứ ba từ cạnh trái của bộ phận, tác giả thấy khó khăn khi cắt vật liệu này bằng cưa tròn.
Cán vật liệu này đòi hỏi rất nhiều keo và rất nhiều kẹp.
Lần trước, khi hoàn thiện các đầu bằng một lớp saligni đối diện, tác giả đã sử dụng dao phay để xử lý các bề mặt, trong đó các đầu được căn chỉnh.
Lần này, tác giả đã sử dụng kỹ thuật xử lý mặt cuối tương tự, nhưng bề mặt của gỗ được bảo vệ khỏi ổ đỡ tiếp theo trên đầu phay bằng băng keo.
Hai bức ảnh cuối cùng cho thấy cách tác giả che giấu chiếc giày của mình, mà ông đã làm được với một cái cưa tròn. Nó bao phủ các cạnh sau bị hư hỏng ở phần trên của ván ép với một dải nước muối khác. Cuối cùng, phôi có vẻ đủ tốt.
Bước ba: Cắt hỗ trợ nhôm từ một góc



Các trường hợp không nặng lắm, nhưng sự lựa chọn rơi vào một góc nhôm dày 3 mm, kích thước 30x30 mm. Trong sự hiện diện của mười mét, 4 góc 2,5 m.
Để cắt góc đồng đều và chính xác, tác giả ghép bốn góc lại với nhau và buộc chặt toàn bộ bó bằng kẹp, sao cho nó vẫn giữ được số lần cắt ít hơn bốn lần.
Có một mong muốn tạo ra một cạnh lõm ở phía trước để mang lại vẻ ngoài gọn gàng, để hỗ trợ và tạo điều kiện cho việc chèn và loại bỏ các trường hợp. Điều này có nghĩa là phần bên phải và bên trái nên được nhân đôi. Sự xuất hiện của phía sau góc của tác giả không làm phiền. Cho dù đó là thẳng, ngang hay góc không quan trọng.
Sau khi cắt các góc bằng nhôm, các vệt vẫn còn từ máy mài góc, có thể dễ dàng loại bỏ khi xử lý chúng bằng một tệp.
Bước thứ tư: Khoan lỗ ở góc nhôm dưới vít



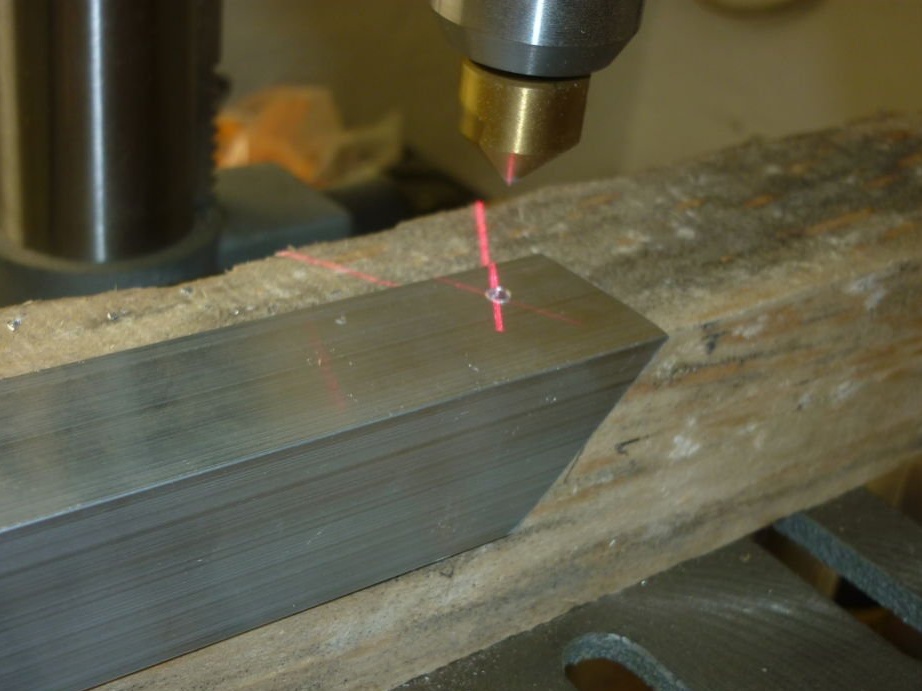
Tác giả đã sử dụng một máy khoan và máy khoan 4 mm, cung cấp một khoảng hở tốt cho các vít đầu lục giác M6, được cho là được sử dụng để buộc các góc dẫn hướng lên trên.
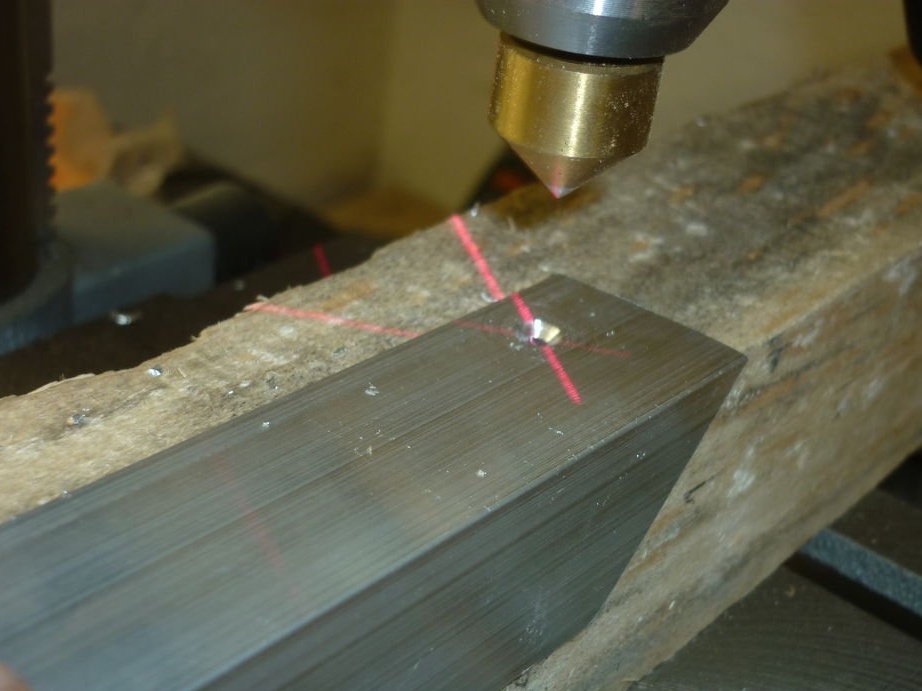
Một chùm gỗ đã được cố định vào bệ của máy khoan để giữ nhôm. Ngoài ra, các dấu đã được thực hiện trên đó dưới dạng các dòng để có một ý tưởng gần đúng về nơi giữ phôi. Giữ chắc phần cho lỗ bên trái là khá khó khăn, vì máy khoan được thiết kế để sử dụng bằng tay phải.
Các lỗ là tốt, nhưng một lần nữa có các vệt nhôm. Do đó, mũi khoan đã được thay thế bằng một mũi khoan và họ dọn dẹp gọn gàng các lỗ ở các góc.
Bước năm: Gắn đường ray dẫn hướng





Không có gì chắc chắn các trường hợp sẽ cần bao nhiêu không gian để có thể dễ dàng loại bỏ, do đó độ dày của khối được xác định bằng thử và sai. Sau đó, một khối mẫu có độ dày yêu cầu đã được thực hiện. Nó được sử dụng để chứa mỗi đường sắt.
Mỗi hướng dẫn được đặt cách nhau khoảng cách từ bên dưới. Để tránh lỗi, một mẫu được sử dụng để lắp đặt mặt trước của đường ray và sau đó khoảng cách này được sao chép từ đỉnh của giá đỡ ở phía sau của tủ.
Bước sáu: Nội các hội





Phần trên và dưới của tủ không phải là hình chữ nhật, do đó, cần phải lắp đặt cẩn thận.
Sau khi mọi thứ được kẹp bằng kẹp ở góc bên phải và phần tử đầu tiên được gắn vào, mọi thứ diễn ra tốt đẹp và nhanh chóng.
Bước thứ bảy: Dọn dẹp và cài đặt tựa lưng











Ngay khi các mặt và mặt trên được lắp ráp với nhau, phần thừa của ván ép đã được cắt bằng cưa tay. Sau đó, bằng cách sử dụng bộ định tuyến, cạnh rách rưới được đặt theo thứ tự. Sau khi hoàn thành các công việc này, cạnh cắt được thay đổi cùng màu với phần còn lại của tủ.
Bức tường phía sau của tủ đã được thay đổi trước khi nó được lắp đặt vào vị trí của nó.
Sau đó, bảng điều khiển phía sau được đóng đinh vào phía giữa của hai trụ cột bên ngoài, và sau khi bảng điều khiển được nhấn với các sọc ở bên ngoài của mặt sau.
Cuối cùng, ốc vít từ trên xuống đã được gỡ bỏ và thay thế bằng ốc vít bằng đồng đẹp với vòng đệm cốc phù hợp.