

Một đầu đốt để bàn là công cụ thổi thủy tinh chính, bất kể đó là chế tạo dụng cụ thủy tinh hay sản xuất các hình và kiểu dáng ngộ nghĩnh. Đầu đốt tạo thành một ngọn lửa, thuận tiện cho việc làm mềm kính và các hoạt động tiếp theo với nó. Trong trường hợp này, nó trở nên cần thiết để có được nhiệt độ và hình thức khác nhau của ngọn đuốc.
Tình cờ, tôi có được một ngọn đuốc thổi thủy tinh nhỏ, tạo thành một ngọn lửa khá mỏng không được kiểm soát. Ngay cả khi làm việc trên hơi xăng (nhiệt độ ngọn lửa cao hơn ngọn lửa khí gas), công suất đầu đốt vẫn không đủ để làm việc với các phôi lớn. Đối với một số sự gia tăng của thông lượng nhiệt, hai đầu đốt đã được biên dịch - một khí di động đã được thêm vào, theo hướng ngược lại, hoặc như thế.

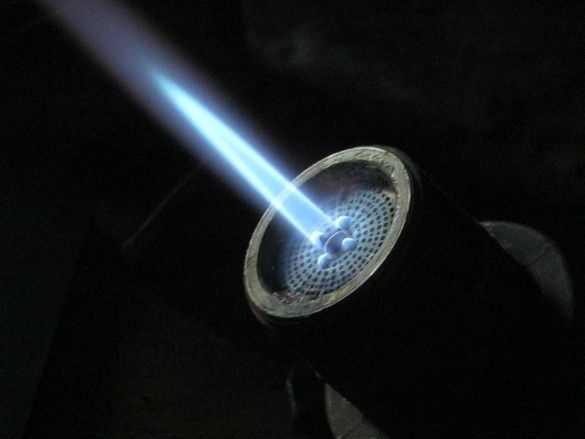
Nó bật ra một ngọn lửa mịn, với một cây kim nhiệt độ cao ở trung tâm. Mọi thứ trở nên thú vị hơn, nó trở nên có thể làm phồng ống 10 mm. Bước hợp lý tiếp theo là sản xuất một vòi đốt xăng mạnh hơn.
Nó sẽ là một nguyên mẫu của đầu đốt được làm bằng vật liệu ngẫu hứng - đây chủ yếu là các thành phần ống nước. Các bộ phận được gia công mà không có máy tiện kim loại. Đầu đốt chạy bằng hơi xăng và dựa trên máy thổi thủy tinh Yuri Nikolayevich Bondarenko [1], một nhà thiên văn học thổi thủy tinh sản xuất các thiết bị xả khí. Các giải pháp của một số đơn vị đã được mượn từ thiết kế của nó, nếu không, đầu đốt sẽ lặp lại thiết kế được biết đến bởi các thợ kim hoàn và nha sĩ.
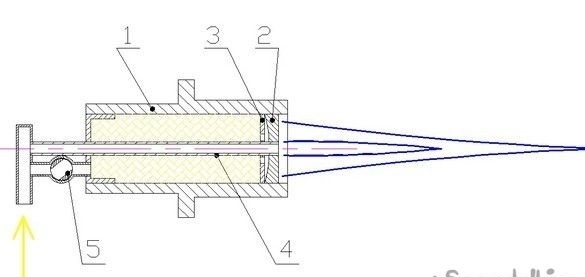
Đế của nó là một thân hình trụ rỗng 1, đồng trục với vòi 4 đi qua. Vòi nút 5 cho phép bạn điều chỉnh hình dạng của ngọn đuốc - khi bạn mở nó, một phần của hỗn hợp dễ cháy đi vào thân máy ngoài vòi phun và được tạo thành trong đèn pin bằng lưới 2. Khẩu độ 3, kết hợp với hình dạng của lưới 2 và khoang dạng thấu kính thu được, tập trung dòng chảy của hỗn hợp dễ cháy chủ yếu dọc theo trục của đầu đốt. Những phần này được mượn từ bộ đốt của người cố vấn [1]. Trên ống vòi có một số lỗ cung cấp một ít khí cho lưới điện (không được hiển thị trong bản phác thảo) và với vòi 5 hoàn toàn khép kín, để tạo thành một đèn pin nhỏ hỗ trợ.Nó không cho phép ngọn đuốc chính bị phá vỡ - kim Kim mà ở tốc độ dòng khí cao. Những lỗ này được chọn khi thiết lập đầu đốt.
Dụng cụ, thiết bị.
Một hàn khí mềm cần một vòi đốt khí nhỏ. Đặt các công cụ băng ghế. Máy mài điện. Một máy tiện gỗ và máy khoan đã được sử dụng. Vise.
Vật liệu
Ngoài các miếng sắt, cần có một ống đồng có đường kính 6 mm. Que hàn đồng số 3, thông lượng cho nó. Vòi Cork từ một samovar.
Khoảng trống cho thân đầu đốt là một đồ đồng được sản xuất từ một cửa hàng ống nước có đường kính trong là 30 mm. Một số bộ phận khác nhau cũng được mua ở đó, một số bộ phận cũng được sử dụng sau này làm khoảng trống cho các bộ phận ghi.

Một trong những phụ kiện được sử dụng làm nhà ở mà không thay đổi. Các phụ kiện không được bật ở bên ngoài - độ dày thành lớn và thủy triều cung cấp cho cơ thể thêm tản nhiệt.
Kích thước của các ống nước được chọn sao cho chỉ cần xoay tối thiểu, phần kết quả khớp với kênh bên trong của khớp nối. Tôi mài gỗ trên một chiếc máy tiện, vì điều này tôi đã tạo ra một cái búng tay đơn giản mà tôi đã trồng một phôi.

Mật độ hạ cánh cho phép nhiều hơn, không có cách nào để sửa chữa một phần. Nhập mạnh vào các góc của hình lục giác chìa khóa trao tay, trước đây được đặt trên một máy mài. Doanh thu - khoảng 1000 vòng / phút, lần đầu tiên quay thô với một máy xay nhỏ nhỏ - một bộ phận quay, máy xay hoạt động. Sau khi hoàn thành các tập tin và da giữa được ghim vào một khối gỗ. Việc sửa chữa kết thúc của phôi đã giúp có thể thuận tiện và thường xuyên thử nó tại nơi làm việc của thành công - một phần kết quả đi vào nhà ở chặt chẽ với ít nỗ lực.

Chúng tôi tiến hành đến chi tiết phức tạp và quan trọng - lưới điện. Đầu tiên, một vài cân nhắc lý thuyết.
Lưới điện, ngoài việc phân phối hỗn hợp khí dễ cháy, còn chịu trách nhiệm cho sự an toàn - họ sẽ không cho phép ngọn lửa xâm nhập vào bên trong và tránh một cuộc tấn công ngược trở lại. Điều này đúng vì hỗn hợp nhiên liệu của chúng tôi được chuẩn bị trong bóng "bóng đèn" và không như bình thường - ở vị trí của đầu đốt. Trong loại đầu đốt này cho công việc chính thức với thủy tinh, bao gồm cả kính chịu lửa, như Pyrex, cần phải thêm khí nổ từ máy điện phân.
Ngọn lửa, đi vào bên trong, xuyên qua lưới, nguội đi rất nhiều. Có một khái niệm - lỗ hổng cuối cùng. Đây là đường kính tối đa của các lỗ sâu sâu có khả năng thực hiện chức năng bắt lửa, và nó khác với các loại khí khác nhau. Ví dụ, đối với hơi xăng trong không khí, tốc độ lan truyền của ngọn lửa nhỏ, lỗ giới hạn là ~ 0,9 ... 1 mm, nhưng ngay khi oxy hoặc khí nổ xâm nhập vào hệ thống, làm tăng đáng kể tốc độ lan truyền ngọn lửa, các lỗ trong lưới bảo vệ sẽ phải được tạo ra đáng kể ít hơn Đường kính tối đa của các lỗ, ví dụ, đối với khí nổ sạch, ~ 0,3 mm, thể hiện một số khó khăn trong quá trình sản xuất và vận hành.
Như một sự thỏa hiệp, Yuri Nikolayevich đề xuất sử dụng các lỗ trên lưới 0,8mm, trong khi biện pháp an toàn cần thiết trong xưởng sẽ là một thiết kế khá mạnh mẽ của bóng đèn, và bóng đèn của máy điện phân [1], để chúng có thể sống sót sau vụ nổ mà không bị hư hại. Bộ chế hòa khí xăng được chế tạo từ xi lanh propan, rửa bình điện phân từ bình chữa cháy carbon dioxide. Trong quá trình hoạt động bình thường của thiết bị, không có nhảy. Trong trường hợp vi phạm các điều kiện hoạt động bình thường, một tiếng vỗ tay xảy ra không dẫn đến tai nạn.
"Chiều dài" của các lỗ lưới, cho độ dày của nó. Với hình dạng thấu kính, độ dày của lưới phải là 3 ... 4 mm ở phần mỏng và 6 ... 7 mm ở các cạnh. Không có tấm hoàn thiện có độ dày như vậy, tôi phải tìm một nhà tài trợ. Nó hóa ra là một vòi khá lớn, lỗi thời cho phòng tắm. Một mảnh tương đối thậm chí của bức tường đã được cắt từ nó, từ đó có thể cắt một khoảng trống cho lưới.



Phôi sau khi quay thô, được gắn (hàn) trên vít M5, mà phôi có thể được bảo đảm trong mâm cặp ba hàm để điều chỉnh kích thước và hình dạng.

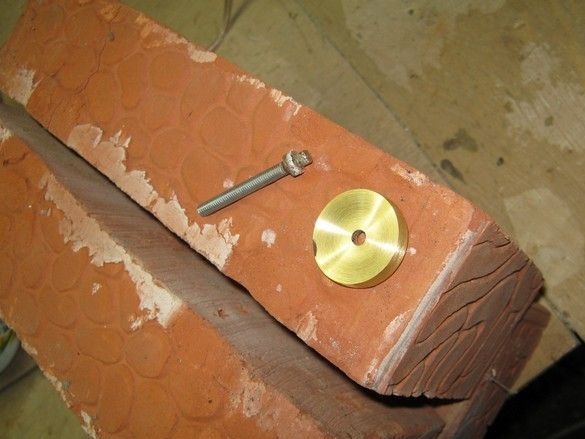
Máy khoan, để dễ vận hành đã được đặt về phía nó. Bề mặt lõm trong phôi được gia công thô - với một máy mài nhỏ, một máy mài còn lại của đĩa (bán kính nhỏ hơn), sau đó được mang theo một hạt cát mài. Vít được hàn, vì vậy đầu nhô ra được mài cùng với phôi. Sau đó, đường kính ngoài của phôi được đưa đến mong muốn. Sau khi xoay, tôi làm tan chảy thân từ phôi - phần còn lại của vít M5. Các lỗ còn lại được khoan đến 6 mm mong muốn.
Giai đoạn có trách nhiệm và khá buồn tẻ tiếp theo là nghiêng các trung tâm của các lỗ trong tương lai và khoan chúng. Với số lượng lỗ đúng và đường kính của chúng, nhiệm vụ không hề đơn giản. Trải nghiệm vô tuyến nghiệp dư đã giúp ích rất nhiều - đục lỗ và khoan một số lượng lớn lỗ trên phôi của các bảng mạch in, trước khi phát minh ra các thành phần không chì (SMD), là thông lệ.
Đường kính của các lỗ đã được thảo luận, cần nói về số lượng của chúng - tổng diện tích của chúng phải chiếm ít nhất 20% diện tích lưới.
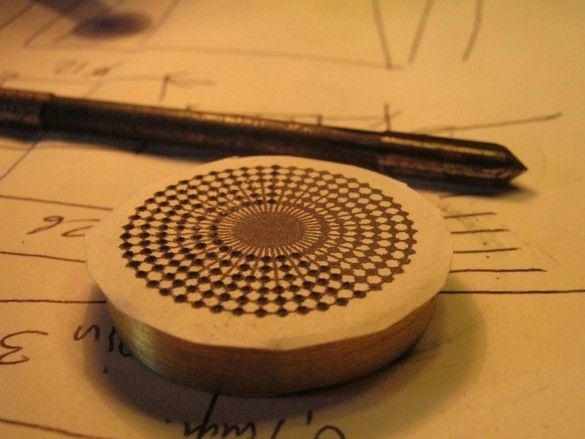
Thật thuận tiện khi vẽ các lỗ hổng trong AutoCAD, trong số những thứ khác, chương trình này cho phép bạn in một bản phác thảo chính xác theo tỷ lệ 1: 1. Sau khi in, mẫu kết quả được dán vào một bề mặt phẳng của lưới bằng bút chì keo, tập trung vào lỗ trung tâm, thật thuận tiện để làm điều này trong ánh sáng.
Để bắt vít, tôi đã sử dụng một lõi thu nhỏ đặc biệt. Bạn nên chăm sóc một ánh sáng tốt, một tấm che đặc biệt với kính lúp thuận tiện cho công việc này. Công việc không nhanh chóng và điều quan trọng là tổ chức một nơi thoải mái - một số bề mặt tự do, "người vận hành" trong tư thế ngồi. Tôi khuyên bạn nên thực hiện các hoạt động như vậy trong nhiều hơn một cách tiếp cận. Sau khi đục lỗ, mẫu bong ra, phần còn lại được rửa sạch bằng nước ấm.


Để khoan loại này - kim loại dày, mũi khoan mỏng, độ chính xác cần thiết, một loạt các thiết bị cầm tay là hoàn toàn không thể áp dụng. Bạn nên sử dụng một cái gì đó văn phòng phẩm hơn. Trong trường hợp này, một mâm cặp thu nhỏ đã được sử dụng để kẹp máy khoan 0,8mm của tôi, thân mâm cặp được kẹp trong một mâm cặp ba hàm lớn trên máy khoan bàn. Sự kết hợp này cho phép chúng tôi tự tin khoan bằng một mũi khoan mỏng, tôi chỉ phá được một, và thậm chí sau đó ở cuối.
Tôi hóa ra là máy khoan rẻ tiền được mua trong một cửa hàng radio và chúng có chất lượng kém, một loại đơn giản hóa từ ý tưởng về máy khoan. Các rãnh để xả chip trên chúng rất nông. Có một nghi ngờ rằng chúng được chế tạo đặc biệt để khoan sợi thủy tinh và tốt hơn là sử dụng máy khoan "chế tạo máy" thông thường.
Yuri Nikolayevich nói rằng có những trường hợp máy khoan bị kẹt trong quá trình khoan sâu, vì vậy bạn nên mua chúng với lề và sau đó chọn không nêm. Có một giả định rằng điều này là do độ côn của chúng. Khoan có phần dễ dàng hơn khi bôi trơn máy khoan bằng dầu hoặc rượu, nhưng rượu phải được bổ sung liên tục.
Việc mài chính xác một mũi khoan thu nhỏ như vậy là một nhiệm vụ khó khăn và trong trường hợp không có kỹ năng, tốt hơn là sử dụng các mũi khoan mới, nếu không, một "lực kéo" đáng kể là không thể tránh khỏi khi khoan. Tuy nhiên, với việc khoan cẩn thận trong máy, tất cả các lỗ cần thiết có thể được khoan bằng một mũi khoan từ một lần mài.


Sau khi khoan, tất cả các vệt nhỏ dẫn đến phải được chà nhám. Điều này được thực hiện thuận tiện nhất trên một phần quay. Để lắp đặt lưới trong máy tiện gỗ, thiết bị đơn giản nhất đã được gia công. Các lưới phù hợp chặt chẽ vào hốc.
Trong quá trình sản xuất đầu đốt nguyên mẫu, nó được cho là chỉ hoạt động trên hơi xăng, vì vậy một số lỗ được làm lớn hơn - 1mm.
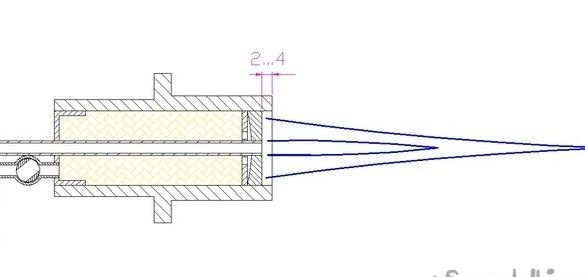
Lưới được lõm vào trong cơ thể bằng 2 ... 4mm. Yuri Nikolaevich, khuyến nghị rằng kích thước này nên được lựa chọn cẩn thận - nếu có dư thừa, thân đầu đốt sẽ nóng lên rất nhiều, nếu không đủ, đèn pin ở một số chế độ dễ bị hỏng.
Trong trường hợp "nhiệt độ thấp" của tôi - khi chỉ cho ăn hơi xăng, không có khí nổ và với trường hợp rất lớn, tôi đặt độ sâu tối đa mà không cần điều chỉnh. Sau đó, nó sẽ được tốt đẹp để hàn lưới. Điều này nên được thực hiện với hàn cứng Hard cứng. Đồng phốt pho là phù hợp, nhưng trong trường hợp này, chất hàn bạc như PSR-45 tốt hơn, nó cháy ít hơn. Tôi không thể hàn hoàn toàn lưới vào hộp lớn của mình, tôi không thể hàn nó bằng hàn - không có đủ nhiệt độ, ngay cả khi tôi làm ấm nó bằng gương phản xạ, ống thổi lớn. Tuy nhiên, lưới vào cơ thể với một phù hợp tốt, vì vậy tôi để nó như vậy.


Vòi phun - một sự đơn giản hóa hoàn toàn. Được làm bằng ống đồng có đường kính trong là 4mm. Chỉ sử dụng như một tùy chọn dùng thử. Tôi sẽ trích dẫn từ [1] - Vòi Vòi nên cho một dòng chảy hẹp của hỗn hợp dễ cháy và một ngọn đuốc sắc bén ít nhất là với ngọn lửa thấp. Độ dẻo của nó có thể được đảm bảo với đường kính lỗ lên tới 2,5 mm, chiều dài hơn 35 mm, bề mặt bên trong được đánh bóng và dòng chảy êm đềm ở đầu vào. Ngọn lửa laminar tạo ra ít tiếng ồn hơn và cho phép bạn giảm vùng sưởi ấm, vì vậy bạn nên cố gắng để có được một ngọn đuốc gỗ. (Thợ thổi thủy tinh chuyên nghiệp có thể có ý kiến khác nhau về chủ đề này). Việc mở vòi được thực hiện tốt nhất hình nón - điều này sẽ cung cấp ít khả năng chống chảy. Phần cuối có chiều dài khoảng mười milimét nên được làm hình trụ. "


Trước khi uốn, ống vòi được ủ và chứa đầy cát khô. Khoang bên trong của đầu đốt được lấp đầy một cách lỏng lẻo mà không có sự cuồng tín đặc biệt với một đồng muddle bằng đồng - đây là sự bảo vệ bổ sung chống lại sự đột phá của ngọn lửa và làm dịu dòng khí. Phần đệm cũng giữ màng ngăn được ép từ bên trong vào lưới.
Tất cả các mối hàn phía sau được chế tạo bằng cách hàn thiếc-đồng, với nhiệt độ nóng chảy khoảng 200 ° C. Thân đầu đốt nóng lên đáng kể, phần đuôi không cao hơn 60 ° C - bạn có thể dễ dàng lấy nó bằng tay và ngay cả sau khi sử dụng kéo dài, thiết bị không bị sập.

Bản thân màng được làm bằng một tấm đồng thau phẳng 3 mm. Để có hiệu ứng rõ rệt hơn, nên sử dụng ống kính trực tiếp, nên đặt ống kính hai mặt, trong đó màng chắn cũng phải lõm. Để làm điều này, nó có thể được uốn cong bằng cách sử dụng Punzel và Ankihoặc mài từ phôi dày hơn tương tự như lưới.
Sau khi đánh lửa thử nghiệm, có vẻ như ngọn đuốc ngắn, vì một lý do có thể xảy ra, người ta đã nhìn thấy những đoạn ống mỏng cung cấp khí cho vỏ. Đầu đốt đã được hiện đại hóa - các kênh vòi được khoan đến đường kính 7mm, ống cung cấp chung đã được thay thế.

Nó đã tốt hơn một chút. Đồng thời, tôi thiết lập một ngọn đuốc hỗ trợ. Yuri Nikolayevich khuyên nên tạo một tệp hình tam giác của các rãnh, một loại dấu sao gồm năm đến bảy tia, trong lỗ trên lưới mà qua đó vòi phun trung tâm đi qua, để có một dòng hỗn hợp tăng cường xung quanh vòi phun. Nó sẽ tăng tính ổn định của "kim" và giảm gian hàng ở chế độ hỗn loạn.
Lượng hỗn hợp dễ cháy cho ngọn lửa hỗ trợ được đặt bằng các lỗ trên vòi phun bên trong vỏ. Số lượng và kích thước của chúng có thể tùy chỉnh.


Một vài hình ảnh của ngọn đuốc thu được cho đến nay với các vị trí khác nhau của vòi trên đầu đốt - có thể nói, ngọn lửa kim kim, ngọn lửa mềm mềm và một cái gì đó ở giữa.



Một chân Legio cho đầu đốt thử nghiệm đã không được thực hiện, trong quá trình vận hành, nó kẹp vỏ của nó trong một cái bàn nhỏ.
Ngọn đuốc thu được lớn hơn nhiều so với đầu đốt nhỏ đầu tiên, ngay cả khi có thêm một người chị ga. Thủy tinh nóng lên nhanh hơn nhiều và diện tích lớn hơn, "chảy", có thể bơm phồng ống 18mm từ thủy tinh "neon" dễ cháy. Nó chỉ ra các hoạt động không thành công trước đó - xoay các cạnh, xuyên qua một lớp kính dày bằng kim vonfram.Đồng thời, cần phải tăng thêm nhiệt độ của đèn pin. Không có nhiều lựa chọn - việc bổ sung oxy hoặc khí nổ.
Làm việc trên các lỗi. Cách cải thiện hơn nữa.
Tuy nhiên, loại công việc này nên được thực hiện bằng máy tiện kim loại, các bộ phận và toàn bộ cấu trúc sẽ chính xác và chính xác hơn, làm cho chúng ít đau hơn. Đường kính của vỏ và vòi rõ ràng là quá lớn, dường như đó là thứ không cho phép ngọn lửa mềm dài hơn - vận tốc khí khi rơi vào vỏ rộng (vòi phun) giảm đáng kể. Đó là giá trị tiếp cận kích thước của đầu đốt trong [1]. Sẽ thật tuyệt khi tạo ra một vòi phun, thân máy, lưới và màng ngăn từ một cái trống bằng đồng, và không phải từ bất cứ thứ gì - thiết kế có thể được thực hiện thuận tiện hơn trong lắp ráp và điều chỉnh. Sẽ là tốt để làm một vòi theo điều lệ - một lỗ được đánh bóng, hình nón (xem ở trên, hoặc [1]). Về oxy hoặc "rắn chuông", đã nói.



Văn học
1. Bondarenko Yu.N. Phòng thí nghiệm công nghệ. Sản xuất nguồn ánh sáng xả khí
cho các mục đích phòng thí nghiệm và nhiều hơn nữa.