



Một máy cắt bọt là một công cụ tuyệt vời để chế tạo các bộ phận cho máy bay. Máy này cho phép bạn cắt chính xác bất kỳ hình dạng nào của cấu hình khí động học theo CAD.
Máy có một dây nichrom kéo dài giữa hai hướng dẫn. Dòng điện được truyền qua dây, dây được làm nóng và các hướng dẫn di chuyển, cắt ra các đường viền phức tạp, như cánh hình nón. Mỗi trục được điều khiển bởi một động cơ bước thông qua trục chính, vành đai GT2 và ròng rọc. Lực cắt phải tối thiểu và cấu trúc phải đủ cứng để chịu được lực căng của dây kéo dài giữa các giá đỡ.
Đây là một máy 4 trục thực sự có thể cắt các hình dạng khác nhau ở cả hai bên cùng một lúc, vì vậy vấn đề là làm thế nào để điều khiển bốn trục độc lập cùng một lúc. Nhiều hướng dẫn tập trung vào các máy 3 trục, chẳng hạn như máy in 3D, nhưng dường như không có đủ tài liệu về việc tạo máy 4 trục bằng các bộ phận có sẵn và phần mềm nguồn mở. Bậc thầy tìm thấy một số người đã làm các dự án tương tự bằng cách sử dụng Arduino và Grbl, và quyết định tự chế tạo cỗ máy của mình.
Dụng cụ và vật liệu:
- Ván ép (12 mm);
-Mẫu que;
- Vít chì (M8 x 600 mm);
- Khớp nối động cơ M8-M5 (M8 cho vít dẫn và M5 cho trục động cơ);
-Arduino Mega 2560;
-CHƯƠNG 1.4;
Động cơ -Step (một cho mỗi trục);
-A4988 Trình điều khiển bước (một cho mỗi động cơ bước);
- Cấp nguồn 12 V cho Arduino + Đường dốc;
-Cung cấp nguồn biến đổi (Bộ sạc Lipo với chế độ Dây nóng);
-Đường dây;
Bước một: Phần mềm
Phần khó của việc tạo CNC 4 trục là tìm phần mềm để tạo mã G và điều khiển máy. Một tìm kiếm phần mềm đã dẫn đến người tạo https://www.marginallyclever.com/2013/09/how-to-build-a-4-axis-cnc-gcode-interpreter-for-arduino/, được phát triển bởi Marginally smart, sử dụng Màn hình Arduino Mega 2560 và CNC Ramp 1.4.
Một số thông tin đã được sử dụng bởi các tác giả sau: Rô-bốt và RCgroups.com
Grbl Hotwire Controller.zip
GRBL8c2mega2560RAMPS.zip
BọtXL 7.0.zip
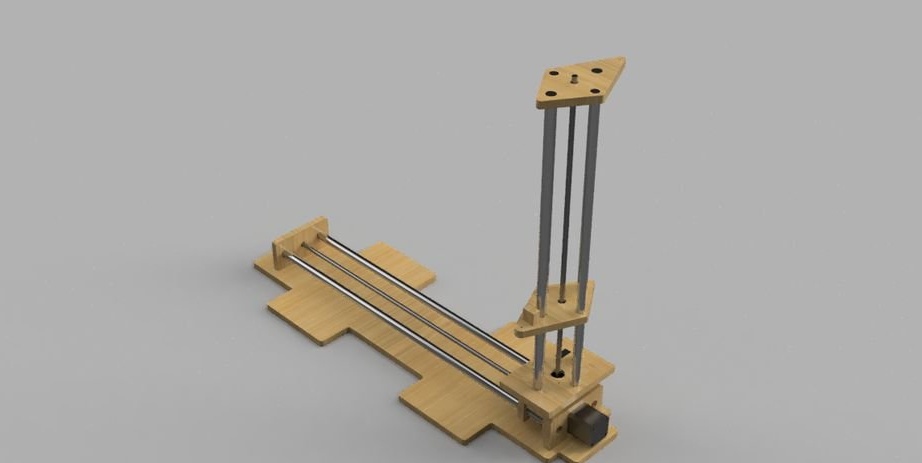
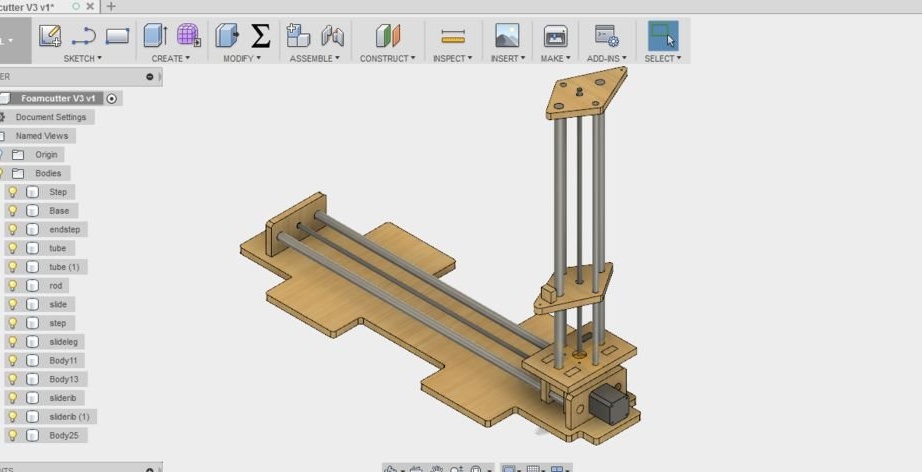
Bước hai: Lắp ráp máy
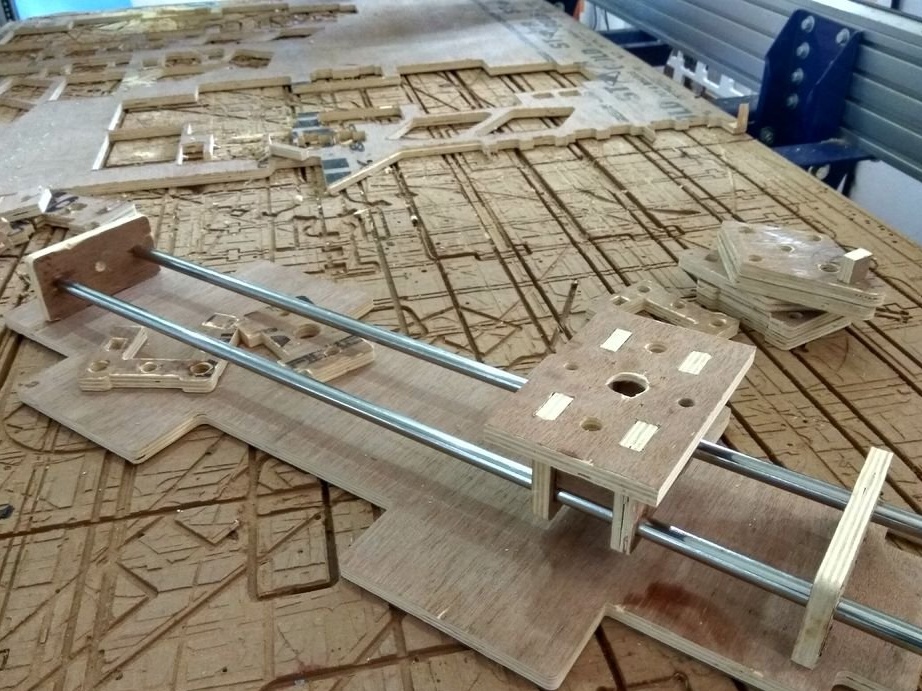
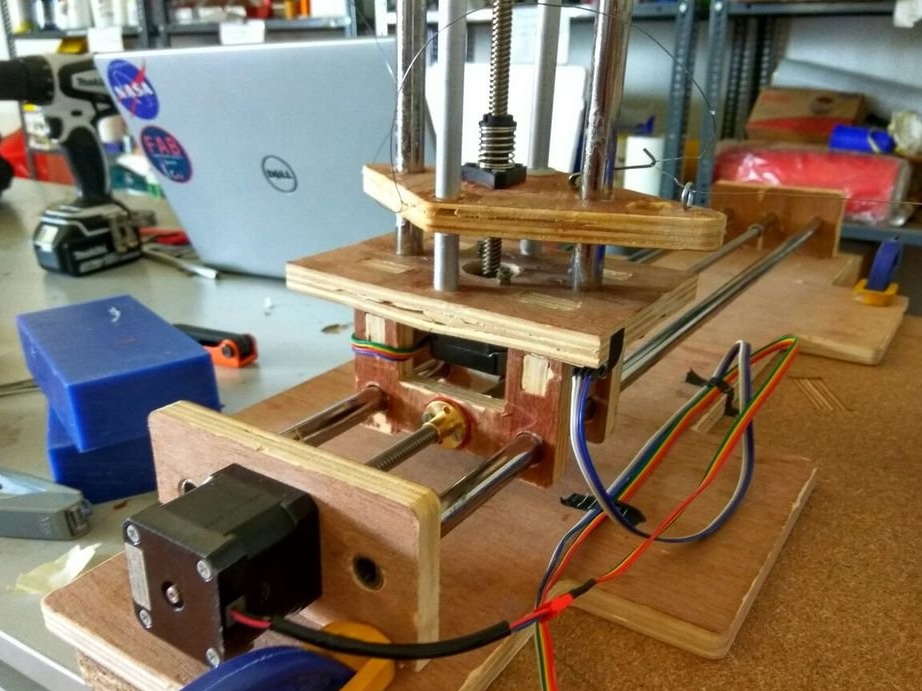
Thiết kế được làm từ gỗ dán 12 mm, lắp ráp tuyến tính được làm bằng ống thép có đường kính 1/2 inch với các khối gỗ dán trượt. Thiết kế của các khối trượt có thể được cải thiện bằng cách cài đặt ổ trục hoặc tay áo tuyến tính.Vì chủ sử dụng vít dẫn, anh ta có đủ mô-men xoắn để vượt qua ma sát mà không cần ổ trục. Hai ống thép hỗ trợ và giữ khối dẫn hướng trên cùng một trục.
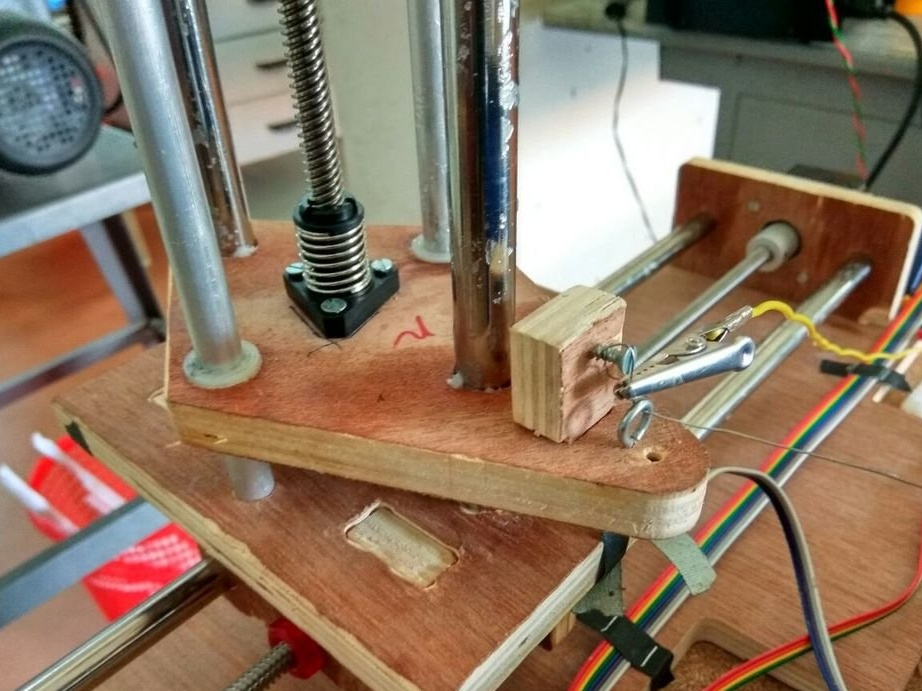
Các cột dọc được đặt trên đỉnh của khối dẫn hướng ngang. Nó có bốn ống.
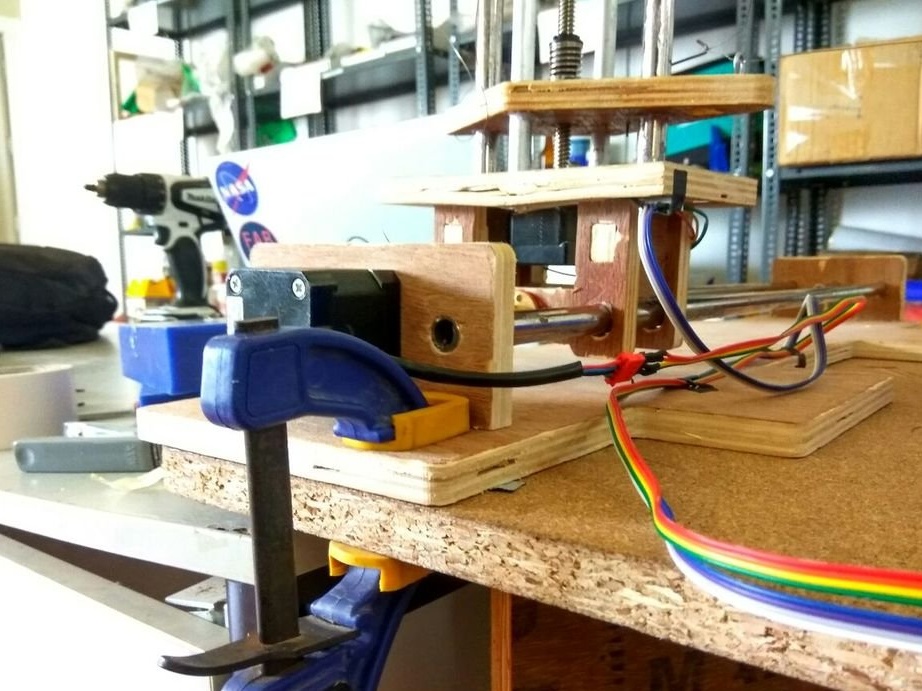
Vít truyền động được gắn vào động cơ bước bằng cách sử dụng khớp nối linh hoạt. Điều này giúp với bất kỳ sai lệch nhỏ của trục và vít. Động cơ thẳng đứng có động cơ bước với vít dẫn tích hợp, có thể mua hoặc thay thế bằng động cơ bước thông thường và ly hợp.
Hai giá đỡ máy giống hệt nhau. Ở chân đế có một nơi để gắn máy vào máy tính để bàn.


Lưu ý Khi sử dụng vòng bi trơn, tùy thuộc vào vật liệu, có thể xảy ra hiện tượng gọi là dính dính và trượt. Điều này có thể làm cho chuyển động trở nên không đồng đều và gây ra rung động. Nó cũng có thể dẫn đến tắc nghẽn, dẫn đến tải quá mức và bỏ qua các bước khi sử dụng động cơ bước.
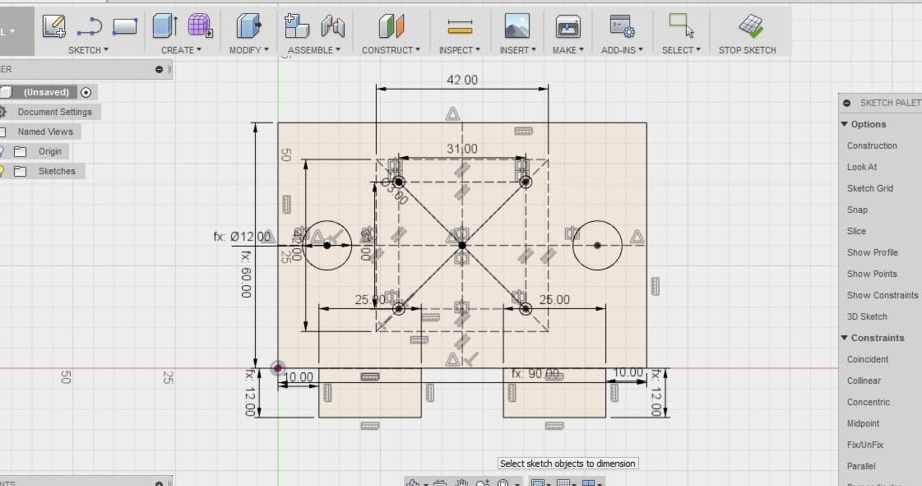
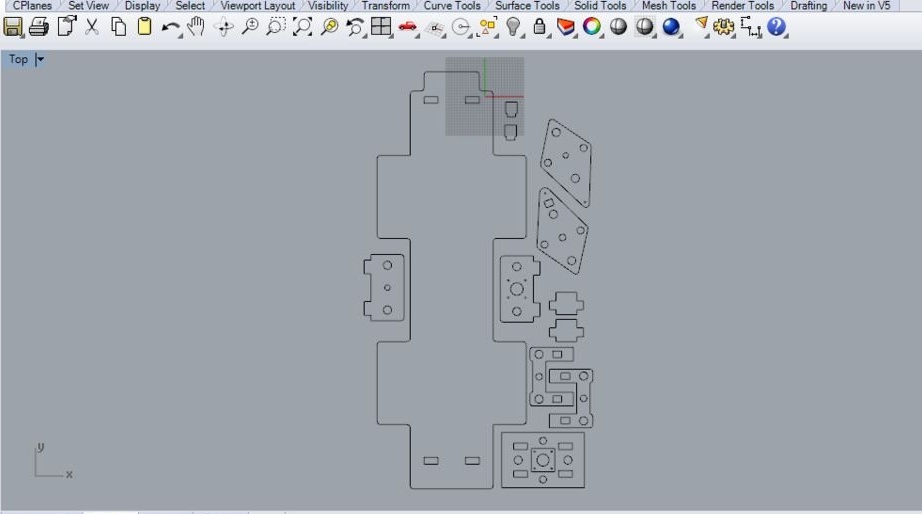
Bọt biển_base.dxf
Bước ba: Kết nối điện tử
Bước tiếp theo là kết nối các thiết bị điện tử, di chuyển các động cơ và thiết lập máy. Có 4 động cơ bước cần được kết nối với nền tảng Ramp. Các dây phải được đặt tất cả các cách để đảm bảo đủ chuyển động trục.
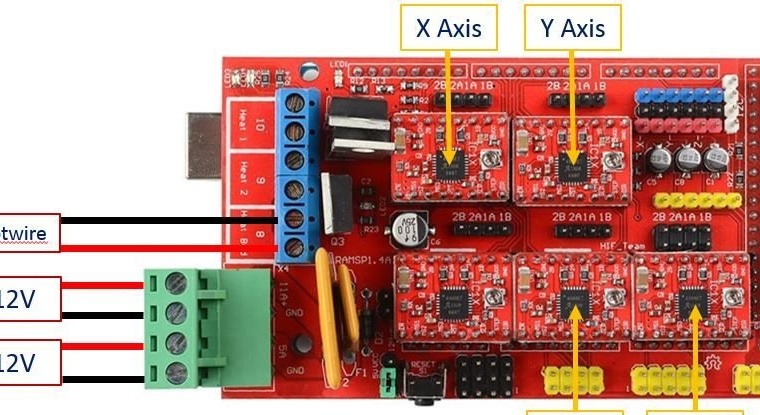
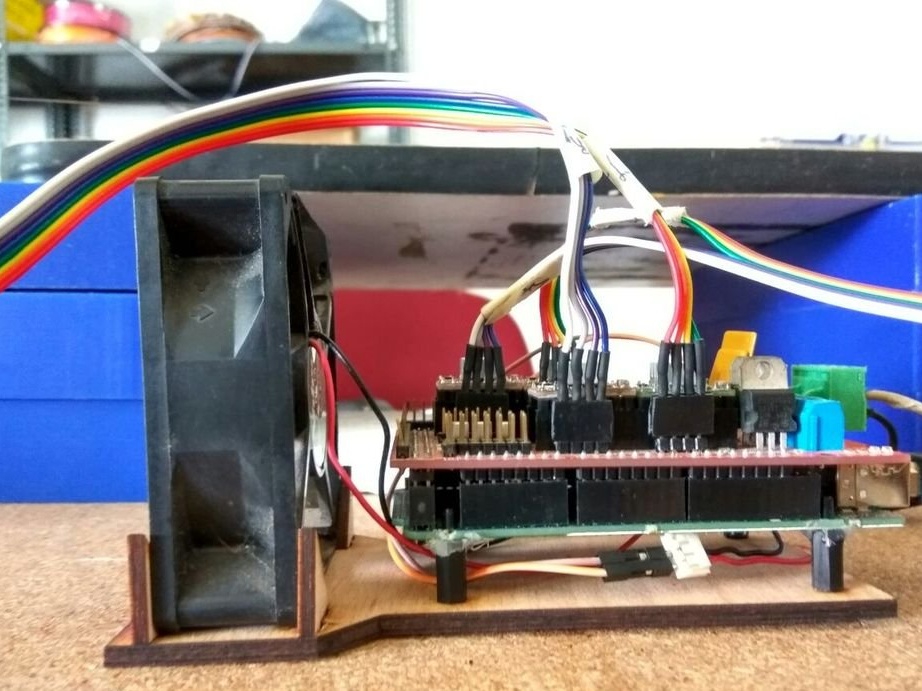
Tất cả hệ thống dây được kết nối với bảng Ramp, đây là màn hình CNC cho Arduino Mega2560. Ramp có thể hỗ trợ tối đa 5 trình điều khiển động cơ bước như A4988. Bậc thầy sử dụng động cơ Nema 17.
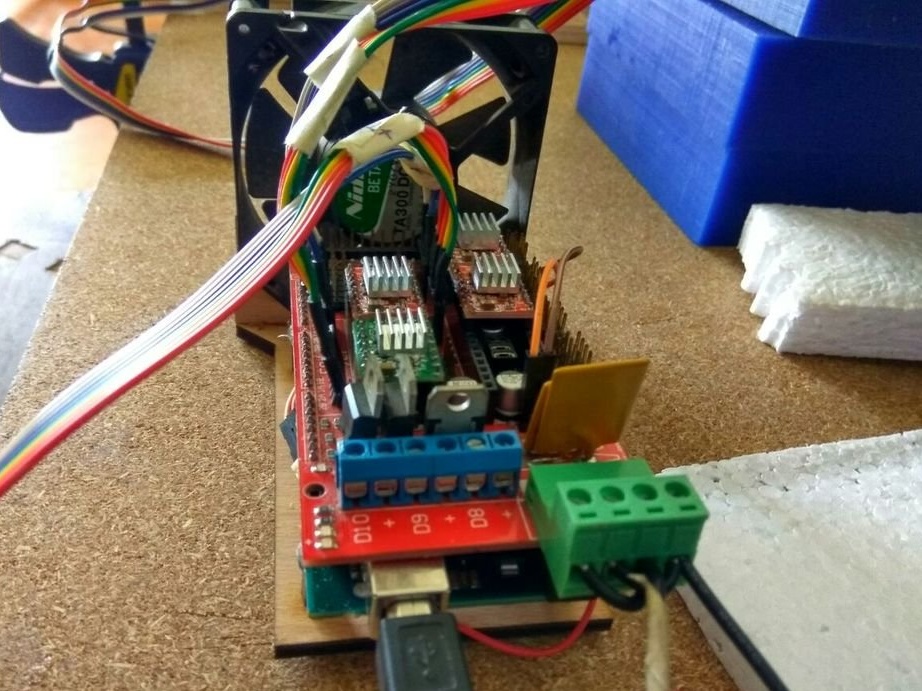
Trước khi cài đặt trên bảng Ramp, hãy đảm bảo chip A4988 được định hướng chính xác. Mỗi động cơ bước có thể kéo tới 2 A, trình điều khiển động cơ bước được trang bị bộ tản nhiệt để tản nhiệt. Bảng mạch cũng có MOSFET 11A để kiểm soát nhiệt độ của dây được kết nối với chân D8. Tất cả các thành phần của bảng được làm nóng, đảm bảo rằng làm mát đúng cách được đảm bảo.
Khi hệ thống được bật, các động cơ bước tiếp tục vẽ dòng điện để duy trì vị trí giữ. Các thành phần như trình điều khiển Stepper và MOSFET có thể trở nên rất nóng trong quá trình hoạt động. Không sử dụng Ramp mà không làm mát hoạt động.
Các laser chính cắt cơ sở cho Arduino và Ramp và kết nối một quạt 12 V để cung cấp khả năng làm mát tích cực cho bo mạch.
Bước bốn: Thiết lập
Mỗi CNC phải được cấu hình đúng trước khi bắt đầu công việc. Vì động cơ bước được sử dụng trong một hệ thống vòng hở (không có phản hồi), bạn cần biết cỗ xe sẽ đi được bao xa với mỗi vòng quay của động cơ bước. Nó phụ thuộc vào số bước trên mỗi vòng quay của động cơ, cường độ của trục chính và mức độ chuyển đổi vi mô được sử dụng.
step_per_mm = (motor_steps_per_Vv * driver_microstep) / thread_pitchNó sử dụng một động cơ bước với tốc độ 200 vòng / phút. được điều khiển bởi trình điều khiển A4988 ở tốc độ 1/16 microstep, với vít dẫn với bước tăng 2 mm.
Bước_per_mm = (200 * 16) / 2 = 1600Con ốc vít mà chủ sử dụng là hai mặt, vì vậy giá trị sẽ bằng một nửa được chỉ ra ở trên, tức là, 800 800. Nếu vít là bốn giai đoạn, thì giá trị sẽ là một phần tư ở trên.
Sau khi flash Mega 2560 với tệp Grbl8c2MegaRamp, hãy mở trình giám sát cổng nối tiếp và nhập vào $$ $$ để truy cập bảng cài đặt Grbl. Để thay đổi bất kỳ giá trị nào, hãy nhập $ number = value. Ví dụ: $ 0 = 100 Sau khi thiết lập máy, hãy đảm bảo rằng máy di chuyển giá trị chính xác như được hiển thị trong bộ điều khiển.
Bước năm:
Để cắt bọt, bạn cần một dây được làm từ một vật liệu phù hợp có thể chịu được nhiệt và sẽ có cùng nhiệt độ dọc theo toàn bộ chiều dài.
Nichrom là một vật liệu phù hợp. Tốt nhất là sử dụng dây càng mỏng càng tốt để giảm rãnh trong quá trình cắt và đảm bảo đường cắt sạch. Theo quy luật, dây càng dài thì lực căng phải được áp dụng càng lớn và dây càng dày.
Bước tiếp theo là gắn dây nichrom vào máy. Vì chúng ta có 4 trục độc lập, chúng ta không thể chỉ cần gắn cả hai đầu dây vào các giá đỡ.Dây phải có một số độ giãn dài, hoặc bằng lò xo, hoặc bằng một vật nặng gắn vào hai đầu.
Lực căng không đổi có thể được áp dụng cho dây bằng lò xo có lực không đổi hoặc trọng lượng treo ở cuối. Một cách rẻ tiền để có được một lò xo với lực liên tục là sử dụng Cuộn thẻ căn cước.

Bước sáu: Tạo phần mềm và mã G
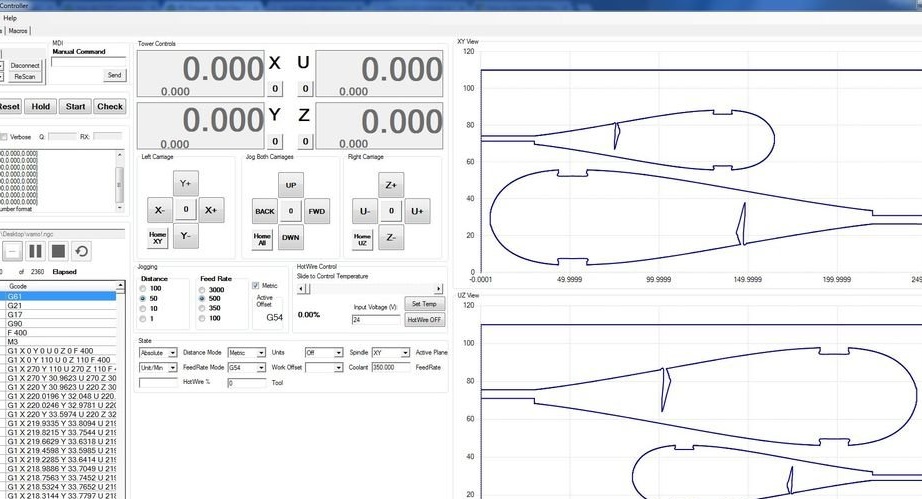
Bộ điều khiển dây nóng Grbl
Trình hướng dẫn sử dụng bảng điều khiển Grbl, được phát triển bởi Garret Visser, được điều chỉnh để cắt bởi Hotwire bởi Daniel Rassio. Bảng điều khiển có chế độ điều khiển độc lập cho tất cả các trục. Ngoài ra còn có một công cụ trực quan, đồ thị của Gcode, và khả năng lưu các macro của riêng bạn. Có thể điều khiển nhiệt độ dây nóng bằng cách sử dụng M3 / M5 để bật / tắt và lệnh S xxx xxx xxx để đặt điện áp đầu ra, bằng tay hoặc sử dụng thanh cuộn trong phần mềm. Dây nóng phải được kết nối với đầu ra của D8v và được cung cấp năng lượng bởi một nguồn năng lượng được kết nối với đầu vào của 11 11 11 trên các đường nối.
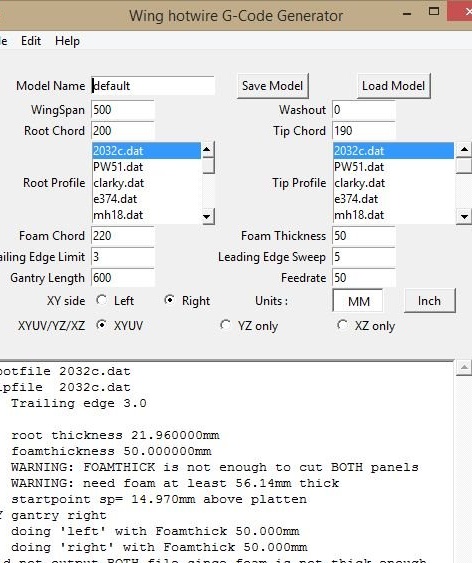
Máy tạo mã g cánh
Máy tạo mã g cánh là một chương trình để tạo mã XYUV để cắt nóng cánh máy bay. Nó chạy trên Python 2.7 và cũng có thể tích hợp với giao diện Trục LinuxCNC. Ngoài ra còn có một phiên bản trực tuyến. Điều này cho phép bạn nhập các thông số khác nhau của cánh. Có một cơ sở dữ liệu của các cấu hình khí động học ở định dạng .dat. Hồ sơ mới có thể được nhập theo cùng một cách.
Phần mềm này rất dễ sử dụng và hỗ trợ xếp lớp cánh trên cùng một miếng bọt để tiết kiệm vật liệu. Mã G đầu ra có thể được gửi đến máy thông qua bộ điều khiển Grbl.
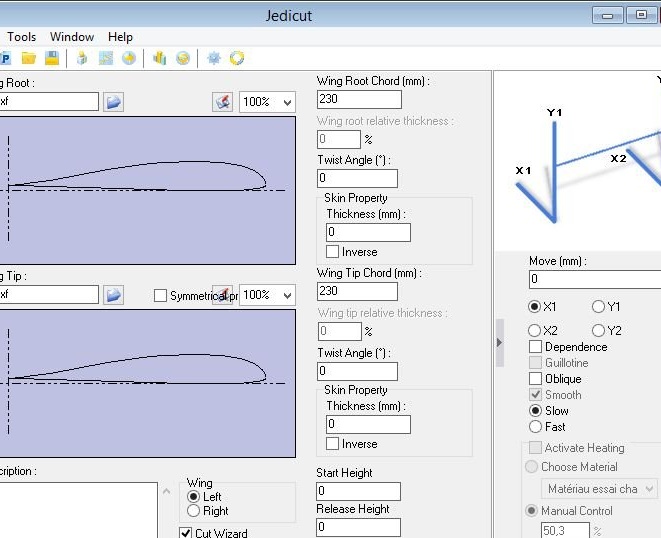
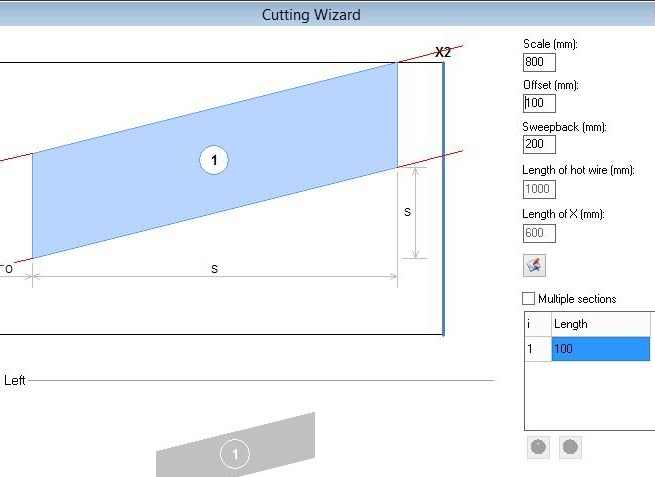
2.4 Jeesut
Jeesut - Đây là một chương trình thú vị có thể thực hiện cả CAD / CAM và thực hiện các chức năng của bộ điều khiển máy. Ngoài ra còn có một plugin để tạo mã G. Đây không phải là chương trình dễ nhất để cấu hình. Một số tùy chọn và thông báo lỗi bằng tiếng Pháp, nhưng nếu bạn làm việc với nó một thời gian, bạn có thể làm cho nó hoạt động.
Cánh mã G tạo mã G ở chế độ tuyệt đối, chạy trên Grbl mà không gặp vấn đề gì, nhưng Jeesut tạo mã G ở chế độ tăng dần. Người chủ đã gặp khó khăn khi bắt đầu đầu tiên, khi chiếc xe chỉ đơn giản là di chuyển qua lại. Nếu điều này xảy ra, hãy chỉnh sửa mã G để xóa các dòng không cần thiết trong tiêu đề.
Cả mã Wing G và Jeesut đều tạo mã G với một số mã Grbl không được hỗ trợ trong tiêu đề. Bộ điều khiển sẽ hiển thị trên màn hình khi xảy ra lỗi như vậy. Chỉnh sửa mã G và xóa các dòng mã không cần thiết.
Mã G làm việc với cả hai chương trình được bao gồm, sử dụng chúng để kiểm tra bộ điều khiển.
Jeesut.rar
winggcode.rar
Bước thứ bảy: thiết lập tốc độ và nhiệt độ thức ăn
Không giống như phay thông thường, cắt dây bằng cách nấu chảy bọt. Khi dây vẫn ở một vị trí trong một thời gian, vật liệu xung quanh tiếp tục tan chảy. Điều này làm tăng rãnh của vết cắt và gây ra sự thiếu chính xác về kích thước. Có hai biến số ảnh hưởng đến chiều rộng của vết cắt.
Cắt giảm tốc độ thức ăn.
Nhiệt độ dây.
Tốc độ nạp cắt là tốc độ mà dây cắt xuyên qua vật liệu, tốt nhất là tính bằng mm / phút. Tốc độ càng cao, khe càng nhỏ, nhưng nhiệt độ yêu cầu càng cao, cũng như độ căng trong dây phải đủ. Tốc độ khởi động tốt là từ 350 đến 500 mm / phút.
Nhiệt độ của dây phải cao hơn một chút so với nhiệt độ nóng chảy của bọt. Nhiệt độ được kiểm soát bởi dòng điện chạy qua dây dẫn.
Có một phần mềm cho phép điều khiển PWM của dây để làm nóng nó vào đúng thời điểm nhằm tối ưu hóa tốc độ cắt. Nhiệt độ của dây được xác định bằng bình phương của thời gian hiện tại của điện trở.
Có một đặc biệt máy tínhnơi bạn có thể thực hiện tất cả các tính toán cần thiết.
Bước tám: Vận hành máy
Quá trình bắt đầu với một thiết kế được xuất dưới dạng tệp DXF. Tập tin này sau đó được nhập vào phần mềm CAM và xuất ra dưới dạng mã G. Máy được bật và hiệu chỉnh. Vật liệu được đặt trên bàn làm việc và vị trí bắt đầu được đặt. Chạy tệp mã G và xem cách thiết bị thực hiện tất cả công việc cho bạn.
Theo ông chủ, chiếc máy này dễ chế tạo và tạo điều kiện thuận lợi cho công việc của các mô hình máy bay.




Trong video dưới đây, bạn có thể thấy một ví dụ về máy.