
Như các bạn đã biết, một trong những công cụ cần thiết nhất trong xưởng là máy mài góc, hay máy mài góc. Nhiều thiết bị và vòi phun khác nhau đã được phát minh ra cho cô.
Trong bài viết này, tác giả của kênh YouTube 1000 1000 DIY Tự và Tư vấn cho bạn biết về một vòi phun rất đơn giản cho máy mài, nó sẽ mở rộng khả năng của nó và cho phép bạn kiểm soát độ sâu và chiều rộng của vết cắt.

Vòi phun tự chế này cực kỳ dễ sản xuất và có thể được lặp lại chỉ trong vài phút.
Vật liệu
- Dải thép dày 4 mm
- Bu lông, đai ốc, đinh thép M10
- Dầu động cơ.
Công cụ được sử dụng bởi tác giả.
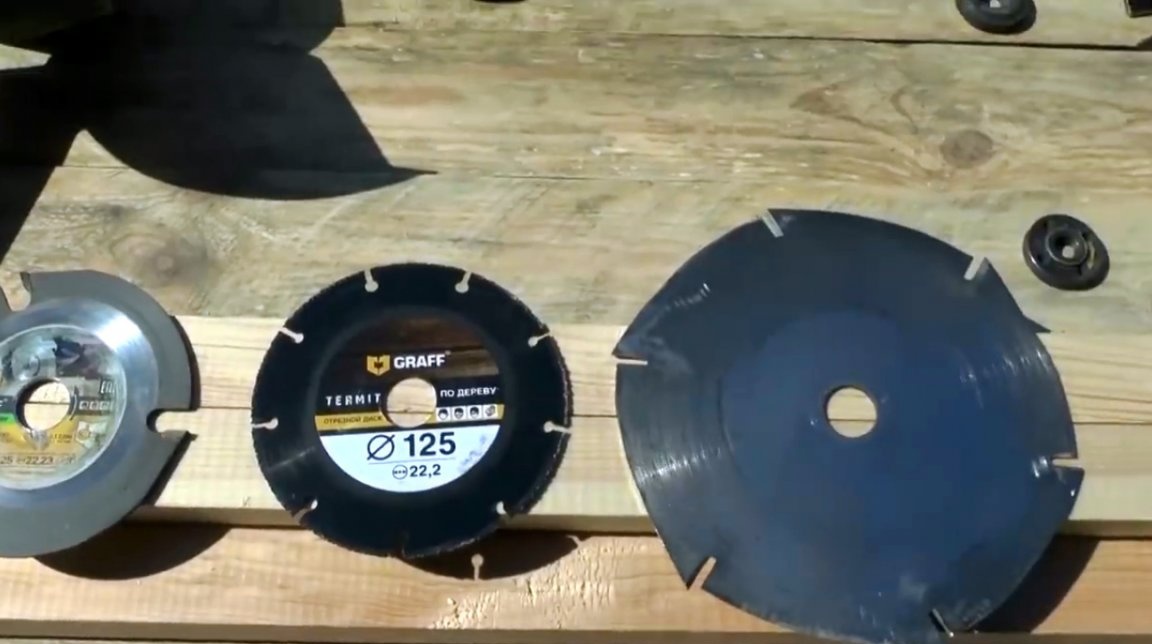
— Lưỡi cưa 125 mm 3T
— Tiếng Bulgaria
— Tuốc nơ vít
— Bước khoan
— Nhấn
— Máy hàn
- Vise, đánh dấu.
Quy trình sản xuất.
Bậc thầy sẽ xem xét hoạt động của vòi này kết hợp với các đĩa gỗ khác nhau.
Phiên bản đơn giản nhất này đồ đạc sẽ có một bu lông thông thường với đai ốc khóa, được vặn vào lỗ cho tay cầm. Bằng cách đặt đầu của bu lông trong thanh ray dọc, bạn có thể di chuyển dụng cụ dọc theo phôi, do đó sẽ dễ dàng hơn để kiểm soát độ sâu và chiều rộng của vết cắt.


Tuy nhiên, do diện tích tiếp xúc nhỏ, một thiết bị như vậy không chính xác lắm. Để sản xuất vòi phun, tác giả sẽ sử dụng dải thép dày 4 mm.

Trước tiên, bạn cần đánh dấu kích thước của dải để nó không chạm vào đĩa.

Các phôi được cố định trong một phó và cắt ra theo đánh dấu.


Nếu bạn có một máy hàn, thì bu lông có thể được hàn đơn giản vào tấm. Nhưng điều này không thuận tiện lắm, vì một vòi như vậy không thể điều chỉnh độ sâu của vết cắt.



Sẽ dễ dàng và đáng tin cậy hơn để khoan một lỗ trên tấm bằng một mũi khoan mỏng.

Nếu bạn có một mũi khoan bước, thì tốt hơn hết là bạn nên khoan thêm một lỗ trên chúng, đồng thời bạn có thể loại bỏ các vệt trên cả hai mặt của tấm.



Tiếp theo, chủ cắt chỉ M10 trong lỗ, bôi trơn vòi bằng dầu. Các chủ đề mong muốn phải phù hợp với các ốc vít trên tay cầm có thể tháo rời.

Hoặc là một bu lông với một đầu bị cắt hoặc một miếng kẹp tóc có độ dài cần thiết được vặn vào lỗ. Với một đai ốc, chốt khóa chống lại tấm. Để điều chỉnh độ sâu của vết cắt, các đinh tán cắt có độ dài khác nhau sẽ được yêu cầu.



Các vật cố được vặn vào lỗ cho tay cầm, và vít ngược với đai ốc thứ hai.


Trên thực tế, vòi hỗ trợ này trông như thế này.



Tác giả ấn tấm ván vào ống hồ sơ bằng thép, và thực hiện lần cắt đầu tiên bằng một chiếc đĩa trên gỗ. Một đĩa như vậy không cắt gỗ rất nhanh, mặc dù nó được dành cho việc này.


Nhưng lưỡi cưa thứ hai, chỉ có ba răng, sẽ đối phó với nhiệm vụ này rất nhanh. Các tác giả cắt giảm quý tứ giác.


Những vết cắt đầu tiên không chính xác lắm, đơn giản là không đủ độ sâu.


Nỗ lực thứ hai, tác giả quyết định chỉ làm một chiếc răng đinh ba.


Và cô đã thành công. Ngoài ra, một hạt tráng men cũng đã thu được.


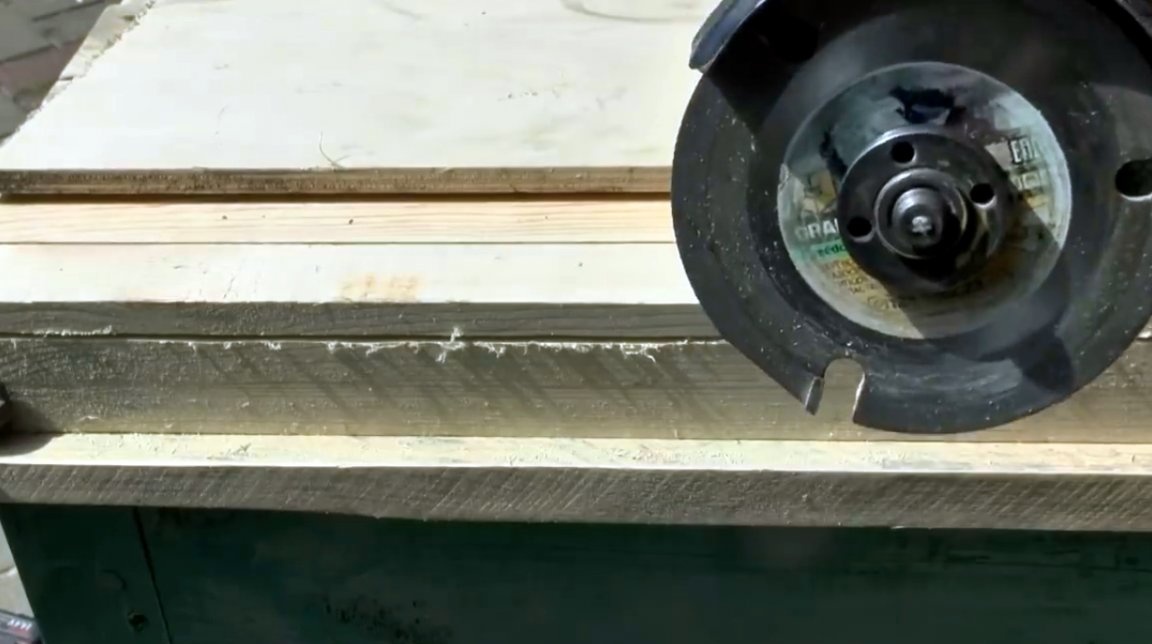
Bây giờ anh ta sẽ vát trên bề mặt của bảng. Để làm điều này, máy xay di chuyển dọc theo bảng và đĩa quay ngang qua nó.



Sau khi vượt qua đầu tiên, bất thường nhỏ có thể vẫn còn. Chúng có thể xảy ra do sự xâm nhập của các mảnh vụn dưới tấm, hoặc do tốc độ di chuyển không đồng đều.


Nhưng điều này được loại bỏ trong lần thứ hai. Nó vẫn chỉ để đánh bóng vát.


Đây là những cách khác nhau để xử lý dầm gỗ và ván được làm sẵn với sự trợ giúp của vòi phun này và một đĩa đinh ba trên gỗ. Tất nhiên, kích thước và hình dạng của tấm có thể được thay đổi để phù hợp với các nhiệm vụ và yêu cầu cá nhân của bạn.





Tôi cảm ơn tác giả cho một thiết bị đơn giản nhưng hữu ích cho máy xay!

Tất cả tâm trạng tốt, may mắn, và ý tưởng thú vị!
Video tác giả có thể được tìm thấy ở đây.