


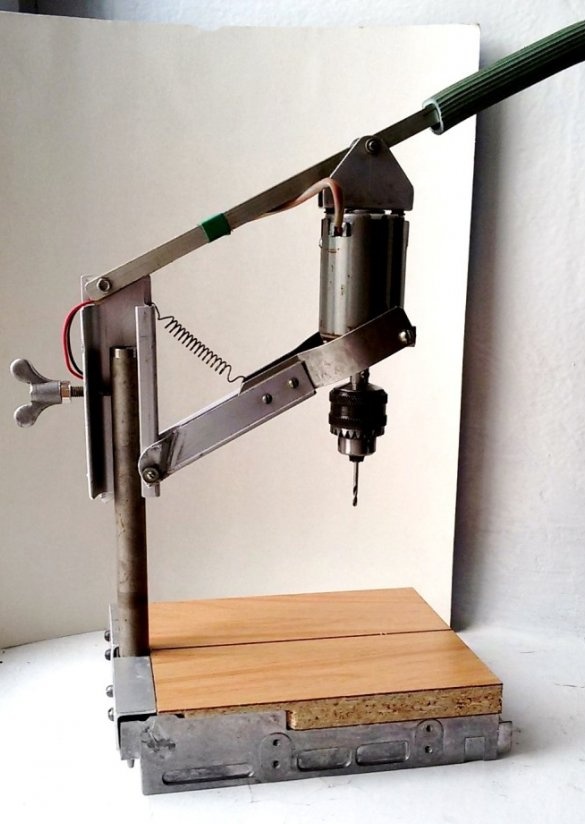
Nó được đề xuất để làm cho một máy khoan nhỏ có thiết kế rất đơn giản. Đối với sản xuất của nó, các bộ phận mẫu sẽ không được yêu cầu - hướng dẫn chính xác, vòng bi lăn, cơ chế di chuyển. Nếu trong gia đình bạn có một động cơ dụng cụ nhỏ với mâm cặp khoan trên trục, thì bạn có thể bắt đầu công việc. Chúng tôi làm cho máy từ vật liệu ngẫu hứng. Phôi cho các thành phần sẽ không khó tìm.
Đặc điểm thiết kế.
Máy này dễ sản xuất, nhưng có một số hạn chế. Thiết kế của nó được thiết kế để khoan lỗ sâu tới 10 mm. Các khả năng của máy trong đường kính khoan và vật liệu được xử lý phụ thuộc vào đặc tính (công suất, tốc độ quay trục) của động cơ điện được sử dụng.
Một giới hạn về độ sâu khoan có liên quan đến thiết kế của hệ thống treo ổ đĩa khoan. Thiết bị này dựa trên hình bình hành có bản lề. Hai hình bình hành dọc, dài bằng nhau và đối diện nhau, đây là động cơ điện và đế của hệ thống treo. Hai liên kết bằng nhau và ngược lại là các yếu tố kết nối. Như bạn đã biết, trong thiết kế này, các liên kết ngược lại sẽ song song tại bất kỳ vòng quay nào của các liên kết hình bình hành. Do đó, trục chung của động cơ điện và máy khoan (trong sản xuất chính xác các phần tử hình bình hành) sẽ luôn song song với trục của giá đỡ đứng và vuông góc với bàn máy.
Để tham khảo, một hình thoi là hình bình hành trong đó các cạnh liền kề có độ dài khác nhau và các góc không thẳng.
Cài đặt và làm việc trên máy.
Vị trí của các liên kết kết nối song song với bảng sẽ được lấy là vị trí 0. Khi gia công một bộ phận trên máy, để tăng độ chính xác, vị trí của các liên kết này phải tiếp cận vị trí nằm ngang.
Trong trường hợp này, với chuyển động dọc trục của mũi khoan từ +5 mm đến -5 mm (hành trình 10 mm) từ vị trí 0 của các liên kết, độ lệch hướng tâm của mũi khoan (trong mặt phẳng hình thoi) sẽ là 0,08 mm. Lượng dịch chuyển này sẽ ở độ dài liên kết 150 mm. Trong thực tế, sự dịch chuyển này là không thể chấp nhận được, và sẽ không quan trọng đối với công cụ và lỗ được gia công.
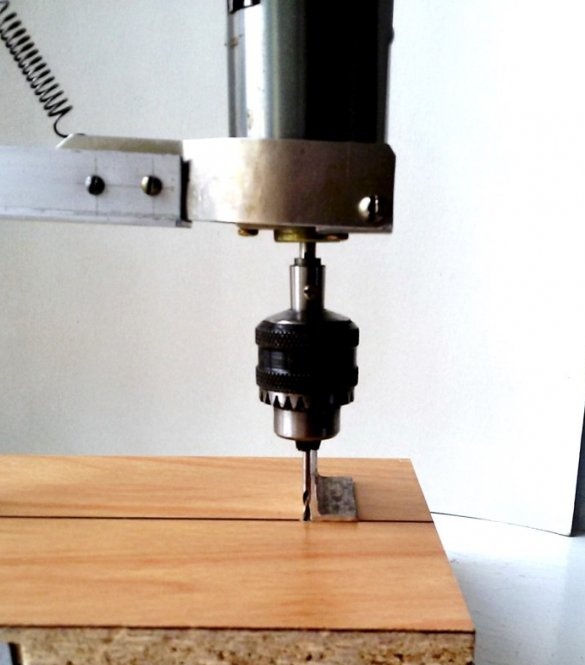
Khi khoan bảng mạch in, ngay cả với công cụ cacbua giòn có đường kính 0,8 mm, phần bù của mũi khoan trên bảng có độ dày 2 mm sẽ là 0,003 mm (3 micron). So sánh giá trị đã cho với độ lệch và vị trí của mũi khoan này khi xử lý bảng thủ công.
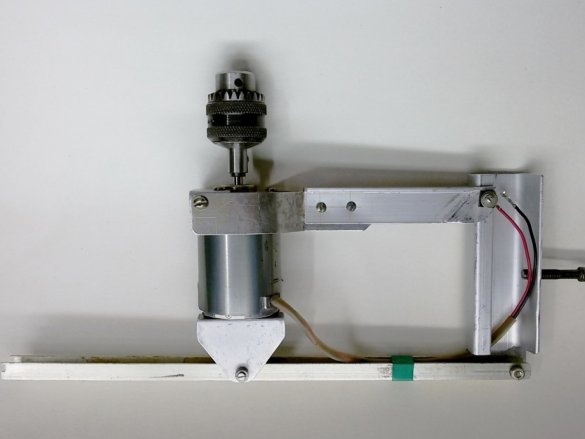
Đặt máy theo kích thước của bộ phận, theo chiều cao, được thực hiện bằng cách di chuyển nhanh dọc theo giá đỡ máy, đế treo và cố định bằng vít ngón tay cái. Chiều cao của việc nâng và cố định đế của hệ thống treo được xác định trực quan bằng rủi ro của vị trí số 0 (được vẽ trên đế của hệ thống treo - ảnh cuối cùng), khi chạm vào bộ phận bằng mũi khoan. Khi khoan các bảng khác nhau với độ dày 1 ... 3 mm, không cần điều chỉnh lại chiều cao.
Ưu điểm thiết kế bổ sung.
Khả năng lắp đặt các tấm ván có kích thước lớn (với sự gia tăng phần nhô ra của mũi khoan, độ chính xác của mũi khoan tăng lên).
Khi nhả tay cầm, khi kết thúc quá trình khoan, động cơ với mũi khoan dưới tác động của lò xo nhanh chóng đi lên và lùi lại một khoảng cách đáng kể, giải phóng khu vực xử lý của bộ phận.
Ở vị trí cao nhất, bạn có thể thuận tiện nhanh chóng và an toàn thay đổi máy khoan.
Tôi nghĩ rằng các đặc điểm trên có lợi cho việc sản xuất máy được đề xuất. Thời gian dành cho việc sản xuất thiết kế máy này đã mang lại tâm trạng tốt từ việc loại trừ các sự cố của các cuộc tập trận đắt đỏ và khan hiếm.
1. Vật liệu áp dụng và chi tiết.
Động cơ điện và cơ chuck hoặc collet chuck.
Các mảnh của một tấm kim loại có độ dày 1,5 ... 2,0 mm.
Cho thuê hồ sơ nhôm, ống.
2. Làm một cái bàn của máy khoan.
Trước hết, bạn cần quyết định trên bàn của máy khoan. Kích thước, độ cứng và sức mạnh của nó sẽ quyết định độ chính xác và dễ sử dụng. Có rất nhiều thiết kế bàn khác nhau. Trong phiên bản đã cho của máy, trường hợp của đầu phát CD, chờ đợi sử dụng thứ cấp, được sử dụng. Vỏ hình chữ nhật với kích thước 145 x 200 mm, được đúc từ hợp kim nhôm. Nó có trọng lượng thấp, cấu trúc cứng và phẳng dọc theo ngoại vi của phần dưới của bộ phận, mang lại sự ổn định tốt cho sản phẩm trong tương lai. Ngoài ra, phần này hầu như không cần xử lý thêm. Vì những lý do này, vỏ được lấy làm cơ sở của bảng máy.
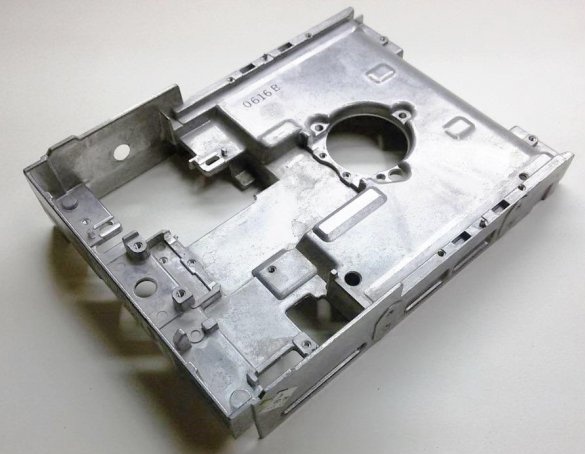
Một trong những bức tường ngắn (trong ảnh bên trái), ở giữa, có một lỗ cho bu lông M8, tự động xác định việc lắp đặt giá đỡ máy ở đó.
Là một giá đỡ, bạn có thể sử dụng kim loại cán hoặc ống có đường kính 18 ... 25 mm.
Cấu trúc được xem xét đã sử dụng một ống thép có thành mỏng với đường kính 18 mm, giúp đơn giản hóa phương pháp cố định nó vào bàn.
Chúng tôi chọn một bu lông có ren M8 và đầu, đường kính của nó vừa khít với lỗ trong ống (nó có thể yêu cầu một số tinh chỉnh đường kính). Vít đai ốc vào bu lông và ấn chúng vào ống. Gian hàng đã sẵn sàng. Nó vẫn còn để sửa nó trên bàn với một hạt thứ hai.


Ở phần trên của bảng, chúng tôi sửa chữa mặt bàn được cắt từ ván dăm nhiều lớp dọc theo đường viền của thân phôi. Trong trường hợp này, giá đỡ máy sẽ được kẹp thêm giữa tường của vỏ và mặt bàn. Trong tương lai, trên các mặt tự do của giá đỡ, chúng tôi sửa chữa lớp lót của một hình vuông bằng nhôm. Tất cả điều này sẽ cung cấp độ cứng bổ sung giá lắp đặt.
Trong quá trình, chúng tôi kiểm tra và, nếu cần, điều chỉnh độ vuông góc của giá đỡ máy với bàn.

3. Làm cơ sở của hệ thống treo.
Cơ sở treo là cần thiết để cài đặt cơ chế hình bình hành khớp nối trên giá đỡ máy. Nó phục vụ như một phần không thể thiếu của rhomboid, cố định nó trên giá đỡ, ở độ cao mong muốn và ở một góc được chọn từ cạnh của bảng. Cấu hình nhôm định hình (18 x 40 mm), trước đây được dùng làm tay nắm cửa đồ nội thất, được sử dụng làm chỗ trống cho đế treo.
Ở giữa một phần của hồ sơ, khoảng hai chiều dài động cơ điện, chúng tôi khoan một lỗ và cắt một sợi M6 hoặc M8 dưới vít bắt vít. Chúng tôi kiểm tra độ tin cậy của việc lắp đặt cơ sở treo trên giá máy.

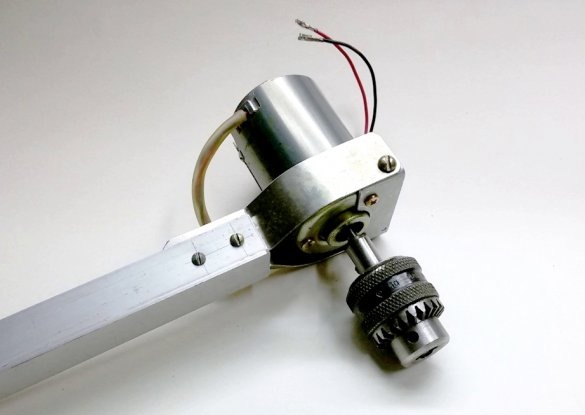
Chế tạo cơ chế lắp động cơ điện
4. Gắn động cơ thấp hơn.
Đối với máy khoan được đề xuất sử dụng động cơ DC có nam châm vĩnh cửu DC 24V, 0.7A.

Chúng tôi bắt đầu sản xuất hình bình hành có khớp nối với liên kết chính, bao gồm một động cơ điện và các bộ phận buộc chặt của nó. Kích thước của động cơ được sử dụng có thể khác nhau, cũng như vị trí của các lỗ lắp. Do đó, kích thước của ốc vít không được đưa ra.
Từ một tấm thép có độ dày 1,5 ... 2,0 mm, chúng tôi sản xuất giá treo động cơ thấp hơn. Trong các kệ bên của giá đỡ, khoan các lỗ đồng trục và cắt ren M4 vào chúng. Lắp đặt giá treo động cơ bằng hai ốc vít tiêu chuẩn.


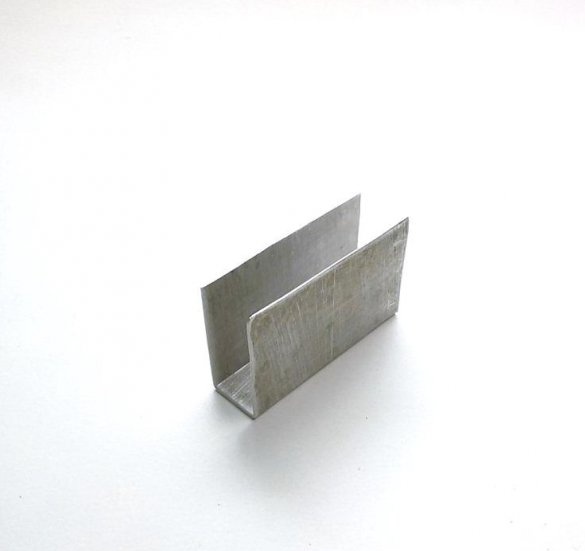
5. Liên kết dưới cùng của hình bình hành.
Chúng tôi sẽ làm cho liên kết thấp hơn của hình bình hành từ nhôm cuộn có sẵn trong tay. Ví dụ, trong thiết kế đề xuất, một cấu hình nhôm hình chữ U (20 x 20 mm) đã được sử dụng, trước đây được sử dụng trong sản xuất cửa sổ.
Để kết nối liên kết thấp hơn với giá đỡ động cơ, từ một tấm thép có độ dày 1,5 mm, chúng tôi sản xuất hai bộ phận chuyển tiếp được làm bằng gương. Chúng được kết nối cứng nhắc với hồ sơ liên kết bằng hai ốc vít (đinh tán).


6. Liên kết thấp hơn với hỗ trợ động cơ
Độ dài của liên kết dưới được xác định bởi kích thước của bảng được sản xuất. Trong thiết kế này, chiều dài này (khoảng cách giữa các trục của các lỗ lắp) được xác định là 150 mm. Đánh dấu các lỗ để kết nối với đế của hệ thống treo và cắt hồ sơ theo kích thước mong muốn. Nếu cần thiết, ở phía cắt của hồ sơ, chúng tôi tạo thành chiều rộng của rãnh cho một kết nối chặt chẽ về chiều rộng với cơ sở giao phối của hệ thống treo. Chúng tôi khoan dọc theo các lỗ đồng trục đánh dấu.

Chúng tôi lắp ráp các liên kết thấp hơn với sự hỗ trợ của động cơ điện. Sử dụng vít M4, chúng tôi gắn liên kết thấp hơn vào giá đỡ động cơ, đảm bảo xoay tự do trong kết nối. Vị trí của lỗ bản lề trong liên kết thấp hơn, phía sau động cơ, được quyết định bởi sự tăng tối đa có thể về chiều dài của liên kết, do đó, làm tăng độ chính xác của xử lý.
7. Gắn động cơ trên.
Từ một tấm thép hoặc nhôm có độ dày 1,5 ... 2,0 mm, chúng tôi sản xuất giá treo động cơ phía trên. Thiết kế của bộ phận sẽ phụ thuộc vào vị trí của các điểm đính kèm trên động cơ hiện có. Lắp đặt giá treo động cơ phía trên.


8. Liên kết trên cùng của hình bình hành.
Liên kết trên của hình bình hành cũng được làm bằng nhôm cán. Ví dụ, thiết kế đề xuất sử dụng cấu hình nhôm hình chữ H (12 x 16 mm). Đánh dấu phôi của liên kết trên. Chúng tôi chuyển khoảng cách giữa các trục của các lỗ lắp của liên kết dưới được sản xuất trên phôi của liên kết trên. Khoan lỗ để đánh dấu. Chiều dài của phôi của liên kết trên, nó là mong muốn để tăng gấp đôi, liên quan đến kích thước làm việc của liên kết. Chúng tôi sẽ sử dụng phần cuối miễn phí của hồ sơ như một tay cầm để cho máy khoan ăn, điều này sẽ làm giảm một nửa lực tay. Một mảnh ống nhựa có thể được đặt vào phần này của phôi.
Khoảng cách giữa các trục của các lỗ lắp và vị trí của chúng trên các giá đỡ động cơ, chúng tôi chuyển đến đế treo. Nói cách khác, trong hình bình hành được sản xuất, các đường nối trục của các lỗ lắp trên giá treo động cơ và đế treo phải bằng nhau và song song.
Để đáp ứng điều kiện này, trong thiết kế máy được sản xuất, một phần của hồ sơ được cắt ra trên cơ sở hệ thống treo (ở phần trên).

9. Lắp ráp hình bình hành khớp nối - rhomboid.
Chúng tôi lắp ráp một hình thoi, cài đặt nó trên giá và kiểm tra cơ chế hoạt động.
10. Kiểm soát độ chính xác cơ chế
vuông góc

đối với máy khoan có hành trình 10 mm

dưới tải
