
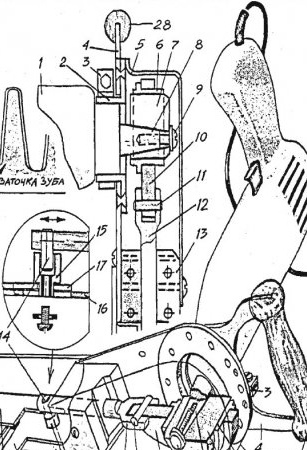
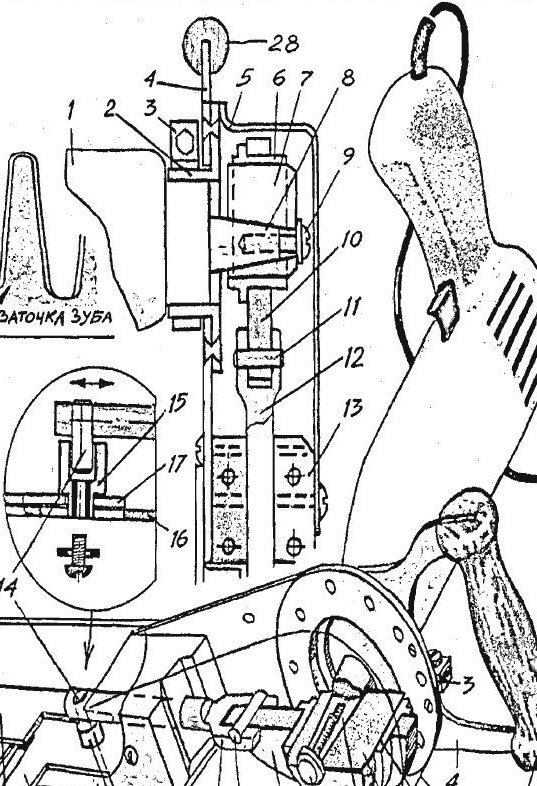
Một mũi khoan thông thường rất dễ học để cắt cỏ và thậm chí cắt các bụi cây. Bộ phận làm việc chính của máy cắt này là bộ phận cắt (Hình 1).
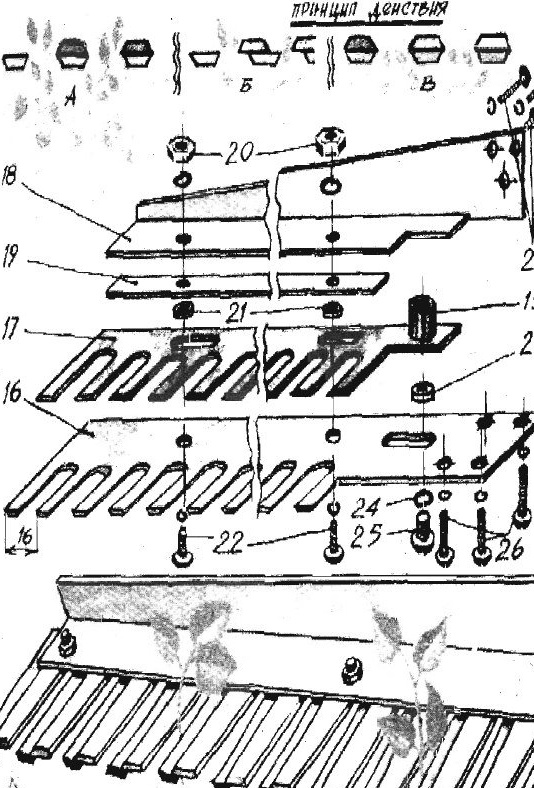
Hình. 1. Máy cắt cỏ từ máy khoan. Nguyên tắc hành động.
Răng của con dao di chuyển 17 trượt dọc theo răng của chiếc lược 16 cố định cứng nhắc và giống như kéo, cắt cỏ và hoa. Chuyển động của dao là tương hỗ, và do đó, nhiệm vụ chính trong sơ đồ động học đồ đạc - chuyển đổi chuyển động quay của trục chính 8 của máy khoan điện thành dao động. Bộ chuyển đổi giải quyết vấn đề này (Hình 2).
Răng của con dao di chuyển 17 trượt dọc theo răng của chiếc lược 16 cố định cứng nhắc và giống như kéo, cắt cỏ và hoa. Chuyển động của dao là tương hỗ, và do đó, nhiệm vụ chính trong sơ đồ động học đồ đạc - chuyển đổi chuyển động quay của trục chính 8 của máy khoan điện thành dao động. Bộ chuyển đổi giải quyết vấn đề này (Hình 2).
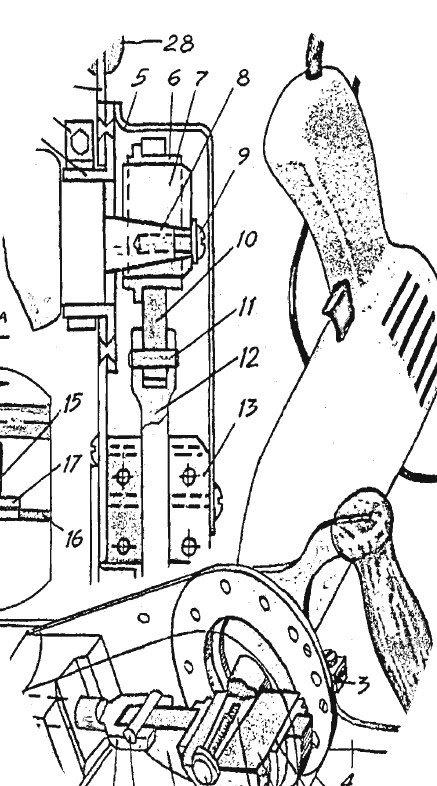
Hình. 2. Máy cắt cỏ từ máy khoan. Bộ chuyển đổi.
Trên trục khoan / gắn cam xoay 7c bông tai 10. Chính cô ấy là người biến đổi một loại chuyển động thành một phong trào khác. Và thông qua thanh 15 chuyển nó đến dao cắt. Thanh và dao được cố định bởi các thanh dẫn - trong thân 13 và trên lược 21. Và để dao di chuyển mà không bị biến dạng, nó được tăng cường bằng một tấm cứng 18, được chia để giảm ma sát bởi một miếng đệm 19 làm bằng vật liệu chống ma sát. Các bộ phận chính của máy cắt được chế tạo trên máy tiện, máy phay và máy khoan. Trên máy tiện, xoay mặt bích vòng bi 2 ra khỏi phôi thép. Đường kính trong của nó phải bằng đường kính của cổ máy khoan điện. Vì mặt bích được bảo đảm bằng kẹp 3, hãy thực hiện sáu vết cắt dọc trong thân. Khi đó sự co lại sẽ đồng đều và dày đặc hơn. Khoan tám lỗ ở cuối mặt bích để cố định tấm đế 4, cắt từ tấm thép dày 3 mm. Làm cho nó như được hiển thị. Sau đó, nó sẽ phục vụ bạn không chỉ để gắn bộ phận cắt và đầu dò, mà còn với tay cầm 28. Đừng quên khoan lỗ trên tấm - tám để gắn mặt bích, bốn để kết nối với thanh dẫn 13 và ba để gắn nắp dao. 7 lập dị cũng được gia công từ thép. Với độ lệch tâm 8 mm, đảm bảo hành trình dao 16 mm, tạo ra một lỗ thon trong đó tương ứng với đầu trục chính. Xin lưu ý rằng trong quá trình lắp ráp, lệch tâm khớp chặt với trục chính và không chạm vào cổ máy khoan (trong thiết kế của chúng tôi, khoảng cách 4-5 mm được chọn). Nghiền bề mặt ngoài của lệch tâm, vì ổ trục trượt trên nó - một ống lót bằng đồng 6. Bông tai 7 (7 được cắt ra khỏi tấm thép dày 6-8 mm. Thanh 12 được gia công từ thanh đồng có đường kính 10-11 mm.Bề mặt hình trụ của nó là mặt đất để cung cấp một trượt phù hợp trong hướng dẫn. Ở một đầu trên máy phay, một rãnh được cắt để nối với bông tai và các lỗ được khoan - một cho trục 11, đầu kia cho trục 14. Trục có đường kính 7 mm và chân có đường kính 6 mm được gia công từ thép công cụ, được làm cứng, tiếp đất. Trục được ép vào bông tai, và pin được chèn vào thân cây sau khi lắp ráp với hướng dẫn.
Hướng dẫn 13 là một chùm có chiều dài cơ sở ít nhất 50 mm. Tốt nhất là làm nó từ thép. Người ta chú ý đến thực tế là trục của lỗ làm việc cho thanh được đặt song song hoàn toàn với mặt phẳng của tấm đế 4. Phần còn lại của các lỗ đang cố định, với một sợi cho vít M5 hoặc Mb. Làm lược và dao là công việc tốn nhiều thời gian nhất, vì vậy hãy tập trung vào nó chi tiết hơn. Ở đây, vải của một cái cưa hai tay cũ có thể phục vụ như là vật liệu tốt cho bạn. Vẽ một bản vẽ chính xác của con dao và lược trên giấy vẽ đồ thị (kích thước của chúng được thể hiện trong hình, chúng tôi chỉ lưu ý rằng con dao có 19, và chiếc lược có 20 răng). Dán bản vẽ lên bìa cứng và cắt dọc theo đường viền. Bạn có các mẫu.
Sau khi đặt chúng trên khung vẽ, chuyển các đường viền với một người ghi chép vào kim loại. Bây giờ với một mũi khoan - lỗ để lỗ - bạn có thể cắt khoảng trống thô. Họ vẫn cần được xử lý với một tập tin và emery. Nếu tấm khó xử lý, hãy giải phóng nó: đun nóng cho đến khi có sự đổi màu trên bề mặt và từ từ làm mát - tốt nhất là trong một tấm nướng với cát nóng. Trên kim loại mềm, hoàn tất việc cắt răng của dao và lược (như trong Hình 16, ở góc 45 °); khoan các lỗ cần thiết cho vòng đệm dẫn hướng 21 cho ốc vít 22, 24, 25, 26 và chỉ sau đó làm cứng kim loại; bề mặt làm việc cát. Để lắp ráp toàn bộ thiết bị bạn vẫn cần: bu lông và đai ốc 9, 20, 22, 24, 25, 27 - chúng là tiêu chuẩn; hướng dẫn rửa 21, 23 - biến chúng ra khỏi đồng; độ bám khi đưa dao vào chuyển động 75 - nó được gia công từ thép công cụ. Rung động không thể tránh khỏi sẽ xảy ra trong máy cắt, do đó tất cả các kết nối vít sẽ được chống lại bởi máy giặt mùa xuân. Chi tiết cuối cùng của tác phẩm cuối cùng sẽ là vỏ 5 hình để bảo vệ các cơ quan làm việc khỏi bụi. Tốt hơn là cắt từ tấm duralumin có độ dày 1 - 1,5 mm. Trước khi bắt đầu công việc, bôi trơn triệt để tất cả các bộ phận cọ xát.
Trên trục khoan / gắn cam xoay 7c bông tai 10. Chính cô ấy là người biến đổi một loại chuyển động thành một phong trào khác. Và thông qua thanh 15 chuyển nó đến dao cắt. Thanh và dao được cố định bởi các thanh dẫn - trong thân 13 và trên lược 21. Và để dao di chuyển mà không bị biến dạng, nó được tăng cường bằng một tấm cứng 18, được chia để giảm ma sát bởi một miếng đệm 19 làm bằng vật liệu chống ma sát. Các bộ phận chính của máy cắt được chế tạo trên máy tiện, máy phay và máy khoan. Trên máy tiện, xoay mặt bích vòng bi 2 ra khỏi phôi thép. Đường kính trong của nó phải bằng đường kính của cổ máy khoan điện. Vì mặt bích được bảo đảm bằng kẹp 3, hãy thực hiện sáu vết cắt dọc trong thân. Khi đó sự co lại sẽ đồng đều và dày đặc hơn. Khoan tám lỗ ở cuối mặt bích để cố định tấm đế 4, cắt từ tấm thép dày 3 mm. Làm cho nó như được hiển thị. Sau đó, nó sẽ phục vụ bạn không chỉ để gắn bộ phận cắt và đầu dò, mà còn với tay cầm 28. Đừng quên khoan lỗ trên tấm - tám để gắn mặt bích, bốn để kết nối với thanh dẫn 13 và ba để gắn nắp dao. 7 lập dị cũng được gia công từ thép. Với độ lệch tâm 8 mm, đảm bảo hành trình dao 16 mm, tạo ra một lỗ thon trong đó tương ứng với đầu trục chính. Xin lưu ý rằng trong quá trình lắp ráp, lệch tâm khớp chặt với trục chính và không chạm vào cổ máy khoan (trong thiết kế của chúng tôi, khoảng cách 4-5 mm được chọn). Nghiền bề mặt ngoài của lệch tâm, vì ổ trục trượt trên nó - một ống lót bằng đồng 6. Bông tai 7 (7 được cắt ra khỏi tấm thép dày 6-8 mm. Thanh 12 được gia công từ thanh đồng có đường kính 10-11 mm.Bề mặt hình trụ của nó là mặt đất để cung cấp một trượt phù hợp trong hướng dẫn. Ở một đầu trên máy phay, một rãnh được cắt để nối với bông tai và các lỗ được khoan - một cho trục 11, đầu kia cho trục 14. Trục có đường kính 7 mm và chân có đường kính 6 mm được gia công từ thép công cụ, được làm cứng, tiếp đất. Trục được ép vào bông tai, và pin được chèn vào thân cây sau khi lắp ráp với hướng dẫn.
Hướng dẫn 13 là một chùm có chiều dài cơ sở ít nhất 50 mm. Tốt nhất là làm nó từ thép. Người ta chú ý đến thực tế là trục của lỗ làm việc cho thanh được đặt song song hoàn toàn với mặt phẳng của tấm đế 4. Phần còn lại của các lỗ đang cố định, với một sợi cho vít M5 hoặc Mb. Làm lược và dao là công việc tốn nhiều thời gian nhất, vì vậy hãy tập trung vào nó chi tiết hơn. Ở đây, vải của một cái cưa hai tay cũ có thể phục vụ như là vật liệu tốt cho bạn. Vẽ một bản vẽ chính xác của con dao và lược trên giấy vẽ đồ thị (kích thước của chúng được thể hiện trong hình, chúng tôi chỉ lưu ý rằng con dao có 19, và chiếc lược có 20 răng). Dán bản vẽ lên bìa cứng và cắt dọc theo đường viền. Bạn có các mẫu.
Sau khi đặt chúng trên khung vẽ, chuyển các đường viền với một người ghi chép vào kim loại. Bây giờ với một mũi khoan - lỗ để lỗ - bạn có thể cắt khoảng trống thô. Họ vẫn cần được xử lý với một tập tin và emery. Nếu tấm khó xử lý, hãy giải phóng nó: đun nóng cho đến khi có sự đổi màu trên bề mặt và từ từ làm mát - tốt nhất là trong một tấm nướng với cát nóng. Trên kim loại mềm, hoàn tất việc cắt răng của dao và lược (như trong Hình 16, ở góc 45 °); khoan các lỗ cần thiết cho vòng đệm dẫn hướng 21 cho ốc vít 22, 24, 25, 26 và chỉ sau đó làm cứng kim loại; bề mặt làm việc cát. Để lắp ráp toàn bộ thiết bị bạn vẫn cần: bu lông và đai ốc 9, 20, 22, 24, 25, 27 - chúng là tiêu chuẩn; hướng dẫn rửa 21, 23 - biến chúng ra khỏi đồng; độ bám khi đưa dao vào chuyển động 75 - nó được gia công từ thép công cụ. Rung động không thể tránh khỏi sẽ xảy ra trong máy cắt, do đó tất cả các kết nối vít sẽ được chống lại bởi máy giặt mùa xuân. Chi tiết cuối cùng của tác phẩm cuối cùng sẽ là vỏ 5 hình để bảo vệ các cơ quan làm việc khỏi bụi. Tốt hơn là cắt từ tấm duralumin có độ dày 1 - 1,5 mm. Trước khi bắt đầu công việc, bôi trơn triệt để tất cả các bộ phận cọ xát.