
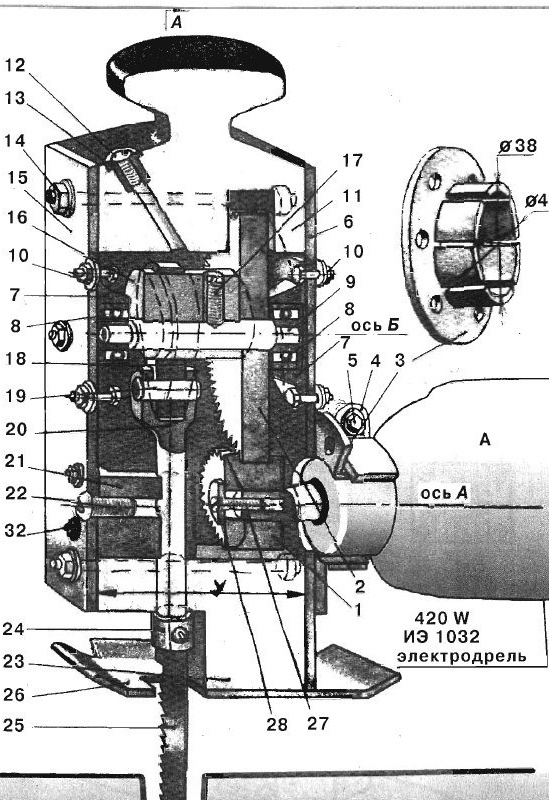
Hình. 1. Tay cưa chéo.
Nó được gắn kết với bánh răng dẫn động 2, sau đó toàn bộ bộ chuyển đổi được kéo với một bu lông 5 trên cổ mũi khoan bằng một cái kẹp 4. Xoay từ trục chính qua bánh răng 7 và 2 được truyền đến bánh răng lệch tâm 16, trên đó cánh tay xoay nằm tự do bông tai 18. Nó cũng chuyển đổi chuyển động quay của 16 lệch tâm thành chuyển động tịnh tiến của thanh làm việc 20. Bông tai được nối với thanh bằng một ngón tay 19. Chuyển động tịnh tiến của thanh xảy ra dọc theo hướng dẫn 21. Một cưa 25 được cố định ở đầu dưới của thanh, chỉ hoạt động ở trạng thái căng. Do đó, răng của cưa được hướng lên trên.
Trước khi bạn bắt đầu sản xuất bộ chuyển đổi, hãy tìm một cặp bánh răng thúc đẩy. Nhiều khả năng, bạn sẽ tìm thấy cặp phù hợp trong các thiết bị cũ, bánh răng, hộp số. Đường kính của bánh răng cưa 1 không được vượt quá đường kính cổ của mũi khoan. Điều này là cần thiết để bánh răng tự do đi vào lỗ của mặt bích ổ trục 3. Sẽ tốt hơn nếu chiều rộng của bánh răng bánh răng ít nhất là 20 mm, sẽ đảm bảo sự gắn kết đáng tin cậy với bánh răng dẫn động, vì lần đầu tiên hạ cánh trên côn được liên kết với các chuyển vị dọc lớn. Chiều cao của răng bánh răng phải là 3-4 mm để đảm bảo sự gắn kết tốt nhất của chúng, có tính đến sự không chính xác trong lắp ráp, khoan dưới bu lông, khớp lỏng trên mũi khoan và kẹp bằng kẹp. Để giảm số lượng chuyển động tịnh tiến của thanh 20 và tăng lực cắt, tỷ lệ bánh răng phải được lấy bằng ba. Tỷ số truyền được xác định bằng tỷ lệ số răng của bánh răng truyền động với số răng bánh răng.
Một cặp bánh răng phù hợp sẽ xác định kích thước ban đầu của toàn bộ bộ chuyển đổi. Nếu cần thiết, các lỗ bên trong của chúng sẽ phải được tùy chỉnh cho hình nón khoan và trục 9. Nếu đường kính của lỗ bánh răng nhỏ hơn đường kính của hình nón và trục, bạn sẽ phải khoan chúng trên máy tiện. Nếu đường kính lớn hơn, cần phải mài tay áo bộ chuyển đổi (chúng không được chỉ định trên bản vẽ). Sau khi hoàn thành công việc liên quan đến việc điều chỉnh các bánh răng, hãy tiến hành vẽ trên giấy biểu đồ toàn bộ cấu trúc. Một giá trị tính toán bổ sung là hành trình của cưa. Nó có thể được thực hiện bằng 10-14 mm.Do đó, bạn sẽ biết khoảng cách giữa các trục A, B và C, cũng như kích thước của lệch tâm 16. Sau khi vẽ trục lệch tâm trên trục 9, bạn sẽ xác định đường kính của lỗ bông tai 18 xoay trên trục lệch tâm, kích thước của thanh 20 và hướng dẫn 21. với ma sát trượt. Do đó, cần phải chọn khoảng trống từ các kim loại khác nhau như thép và đồng, thép và đồng thau để sản xuất. Theo bản vẽ, bạn sẽ thấy rõ hơn nên chọn cái nào để chọn một cặp vòng bi 8. Đường kính trong của vòng bi không được vượt quá 10 mm. Theo đường kính ngoài của chúng, kích thước của các mặt bích được xác định 7. Sau khi tất cả các kích thước đã được làm rõ, tiến hành sản xuất các bộ phận của bộ chuyển đổi. Hầu hết trong số họ được bật trên một máy tiện. Từ dầm gỗ sồi, sử dụng đục riêng của thợ hàn, cắt phần trên 11 và dưới 23 phần của vỏ. Đặc biệt chú ý đến sự song song của các mặt phẳng cuối và sự bằng nhau của kích thước X và Y (xem hình 1 và 2).
[/ trung tâm]
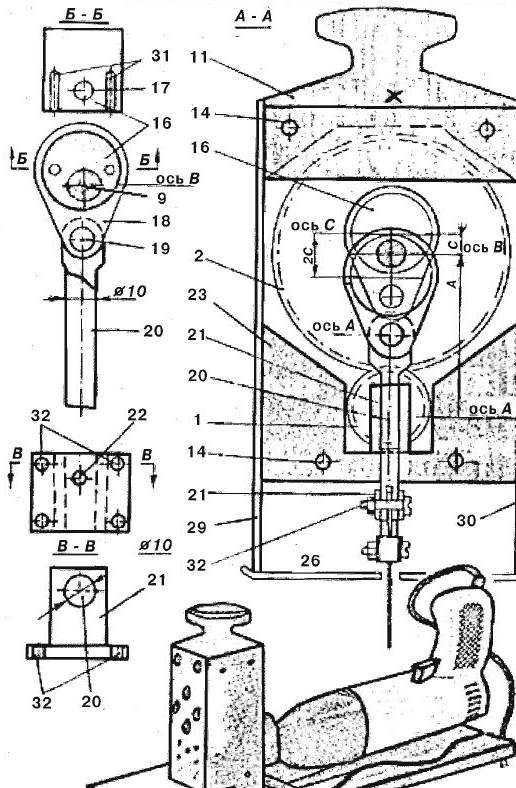
Hình. 2. Tay cưa chéo.
Các kích thước này đảm bảo độ chính xác lắp ráp và độ tin cậy của máy. Phủ các bề mặt bên trong của thanh bằng nhựa epoxy hoặc vecni chịu dầu. Căn chỉnh 16 lệch tâm với bánh răng 2 trên trục chung 9 và khoan hai lỗ cho các chốt cố định 31. Sau khi nhấn chúng vào thân lệch tâm, mở các chân trên bánh răng. Sau đó khoan một lỗ và cắt chỉ cho chốt cố định 17. Sau khi đánh dấu cẩn thận, khoan lỗ trên máy khoan trên bông tai 18 và thanh 20, chú ý đến sự song song của trục của trục 9 và chân 19, lỗ trên bông tai bị mù và có khớp trượt trong thanh. Cưa hướng dẫn ra khỏi phôi thép bằng cưa sắt. Khoan lỗ trong đó cho các bu lông lắp và thanh. Các lỗ gốc phải được gia công bằng một mũi khoan. Từ tấm duralumin có độ dày 3-4 mm, cắt vỏ vỏ, phải 29 và trái 30, sau 6 và trước 15, cũng như tấm hỗ trợ 26. Gấp các nắp trước và sau lại với nhau, kẹp bằng kẹp và khoan lỗ cho bu lông buộc 14, cố định các bu lông của mặt bích 10 và lỗ cho ốc vít của núm vú 22 của hướng dẫn. Sau khi hoàn thành tất cả các hoạt động, tiến hành lắp ráp máy. Vít và vòng đệm không được chỉ định trong văn bản, nhưng được chỉ ra trong hình bằng các số 12, 13, 24, 27, 28, 32, được lấy sẵn, theo tiêu chuẩn.