


Bếp lò đốt củi vẫn còn khá phổ biến ở các vùng nông thôn và ở những nơi khác cách xa đường ống dẫn khí và sưởi ấm trung tâm đô thị. Rất nhiều lò gạch đã hoạt động, một số lượng nhất định đang được xây dựng, vì vậy các câu hỏi về cải thiện đặc tính hoạt động của từng đơn vị nói riêng và lò nung nói chung là rất quan trọng. Một trong những bộ phận thường xuyên bị hỏng hóc nhất của lò gạch là cửa lò, hay nói chính xác hơn là đóng cửa. Thật vậy, cửa lò tiếp xúc với nhiệt độ cao, tải sốc cơ học khi tải nhật ký. Thông thường, sau một thời gian ngắn, liên quan đến toàn bộ thời gian phục vụ của lò, cánh cửa bắt đầu treo, gạch vỡ vụn và thậm chí rơi ra xung quanh nó, hình thành các vết nứt lớn. Tất nhiên, các trường hợp hoàn toàn đáng trách, như một quy luật, là hậu quả của lỗi trong việc chấm dứt. Tuy nhiên, ngay cả khi không có chúng, con dấu không tồn tại quá lâu và đòi hỏi phải sửa chữa định kỳ.
Phương pháp chính, thường được sử dụng để buộc chặt cửa lò trong công trình gạch của lò là nhúng dây bện Bện dây trong các đường nối, luồn vào bốn lỗ trên khung cửa. Là một lựa chọn hoàn hảo hơn - thay vì dây, hãy sử dụng nan hoa xe máy.
Có lẽ, điều đáng nói ở đây là phương pháp bảo vệ cửa bằng chốt kim loại hiện đại.
Một cách niêm phong khá đơn giản khác là với sự trợ giúp của kẹp (bàn chân). Các dải kim loại được vặn hoặc đinh tán vào khung cửa, sau đó được đúc và niêm phong thành các khớp nối ngang và dọc.
Phương pháp thoạt nhìn là tốt.
Ở đây, đáng để nhắc lại một quy tắc quan trọng trong kinh doanh lò nung - để tính đến sự khác biệt trong các hệ số của việc mở rộng tuyến tính của vật liệu khi được nung nóng. Trong kim loại và gạch, nó (hệ số) khác nhau hầu hết và cần phải tách các vật liệu này bằng một miếng đệm chống cháy tương đối mềm. Ngày xưa, nó là một sợi dây amiăng, ở dạng nguyên chất hoặc được ngâm trong đất sét lỏng, bây giờ họ thường sử dụng vật liệu chịu lửa hiện đại - len gốm chống cháy và nỉ.
Hãy để trở lại đóng cửa kẹp.Nếu khung cửa có thể được cách nhiệt, ví dụ bằng cách quấn quanh chu vi bằng dây amiăng, thì các dải kim loại của kẹp sẽ không được cách điện cũng như không sơn vữa đất sét từ các khớp.

Là một loại biến thể, có các yếu tố kim loại cố định vào khung cửa, nhưng không cố định tại các đường nối, nhưng giữ cửa bằng gạch. Đã tốt hơn nhiều - bạn có thể đặt các tông chịu lửa và loại bỏ các vết nứt trong tương lai. Sức mạnh của con dấu cũng tốt, một khu vực "giữ" rộng lớn cho phép bạn tự do xử lý củi và xi. Nó không hề đắt, không phức tạp và kinh tế về mặt vật liệu.
Đối với bếp lò làm bằng gạch đất sét đơn giản, có lẽ, không cần thiết nhiều hơn, nhưng trong các phiên bản hiện đại của lò gạch có lò nung lót gạch chịu lửa, phương pháp này không đủ tốt.
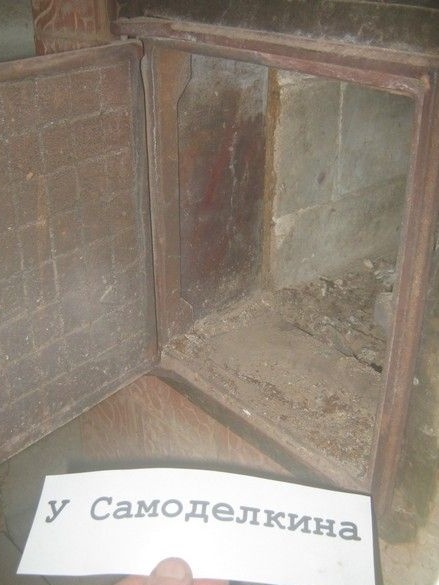
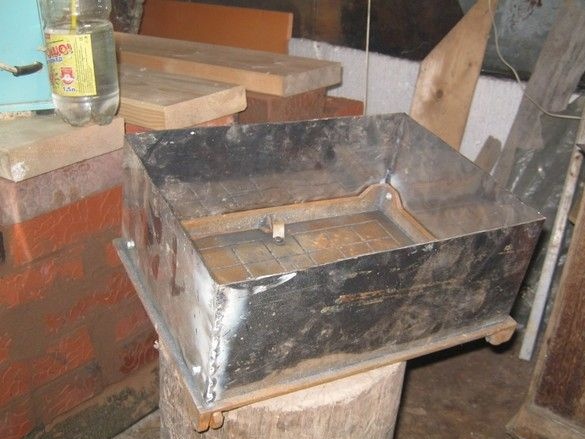
Bằng cách lót hộp lửa bằng chamotte, chúng tôi tăng đáng kể tài nguyên của nó, nhưng việc đóng cửa lò theo phương pháp sau để lại một số nơi có nhiệt độ cao ảnh hưởng đến gạch đất sét. Trong bức ảnh trên, đây là các đầu của khối xây, ở hai bên cánh cửa, ở bên cạnh - trên và dưới.

Con dấu cuối cùng, sau năm năm hoạt động, cho thấy độ tin cậy tốt - cánh cửa không rung lắc, nó đứng ngay tại chỗ, nhưng những viên gạch đất sét từ bên trong đã bị phá hủy từ trên xuống và cần phải được thay thế, trong khi phần còn lại của hộp lửa, được bảo vệ bởi gạch chamotte.

Đó là, tất cả mọi thứ được yêu cầu, điều tương tự, nhưng với bàn chân xung quanh chu vi. Một cái gì đó như thế.

Phương pháp này có phần lãng phí hơn về mặt vật liệu, nhưng nó rất đáng tin cậy và có thể được khuyến nghị sử dụng. Chúng tôi sẽ xem xét nó chi tiết hơn. Vì vậy.
Những gì cần thiết.
Công cụ
Bộ dụng cụ thợ khóa phổ biến nhất, một máy cắt nhỏ (máy mài) với đĩa mài mòn, mỏng để cắt, ít nhất một dày để tước. Kính an toàn hoặc tốt hơn - một tấm khiên cho toàn bộ ... cho toàn bộ khuôn mặt. Nếu chúng ta muốn nghe Beethoven không phải bằng máy trợ thính ở tuổi tám mươi, chúng ta sẽ thêm tai nghe bảo vệ hoặc nút tai vào đây - khi tước bằng máy đánh chữ, tiếng ầm ầm và đổ chuông là khá tốt. Một cái gì đó hướng dẫn sử dụng để khoan. Một biến tần hàn nhỏ với các phụ kiện cũng được sử dụng, cộng với các điện cực mỏng (2 mm). Tôi đã thử MR-3, SSSI hoạt động tốt, bạn chắc chắn có thể đặc biệt cho thép không gỉ, nếu không xin lỗi. Trong biến thể sản xuất đầu tiên, nơi chỉ linh hoạt, hàn có thể được phân phối. Vâng, ngoài công cụ đánh dấu thông thường, sẽ rất tuyệt nếu có một hình vuông lớn, với một cạnh cách đó nửa mét. Điều này sẽ làm tăng đáng kể độ chính xác của bố cục.
Vật liệu
Thích hợp về kích thước, một miếng thép không gỉ. Nó rất mong muốn rằng nó có khả năng chịu nhiệt. Không nên nhầm lẫn với các loại chịu nhiệt chịu nhiệt của thang máy. Lần duy nhất trong mạng là một video có thiết kế tương tự, trong đó tác giả đã sử dụng thép không gỉ chịu nhiệt, độ dày rất nhỏ, khoảng 0,5 ... 0,75 mm. Trong trường hợp này, rõ ràng chỉ có phương pháp sản xuất là linh hoạt, trừ khi bạn có các công cụ đặc biệt để hàn thép không gỉ mỏng.
Trong phiên bản của tác giả, thép không gỉ thuộc loại không xác định (và hầu như không chịu nhiệt), dày 1,5 mm, đã được sử dụng. Không có mục đích, những gì nó đã được. Thực tế, tuy nhiên, đã cho thấy một sức đề kháng đủ cao của vật liệu. Ngoài ra, độ dày hơi quá, tuy nhiên, cho phép sử dụng hàn hồ quang thủ công thông thường.
Chốt - bu lông hoặc ốc vít tiêu chuẩn M5 với đai ốc. Có lẽ tốt hơn là chọn những cái đầu đồ sộ để chúng không bị cháy lâu hơn.
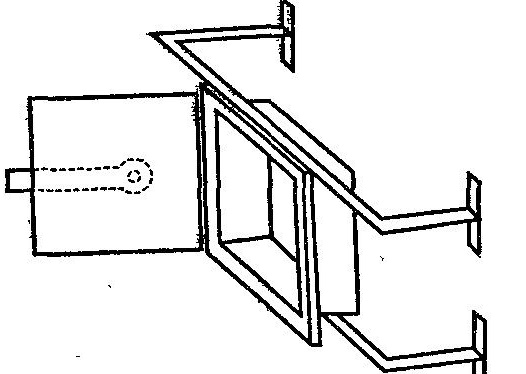
Hộp gắn kết được thực hiện theo hai cách.
Đầu tiên - một cuộc càn quét lớn đã được thực hiện vàbằng cách uốn, nó bật ra một loại hộp không có đáy và nắp. Vuông góc với thành hộp, cánh hoa uốn cong. Một cánh cửa đã được cài đặt, các lỗ được đánh dấu và khoan. Cánh cửa đã được cố định bằng bánh răng và đó là tất cả.
Đánh dấu và cắt phôi.
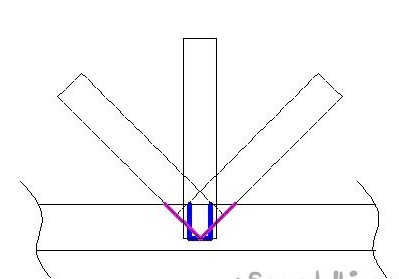
Ở đây, điều đáng nói là để có được bán kính uốn nhỏ, với vật liệu dày như vậy, cần phải chuẩn bị một số điểm uốn.Việc chuẩn bị bao gồm cắt vật liệu dọc theo đường gấp, khoảng ba phần tư độ dày và cắt - tạo cho hình cắt hình chữ V. Với một góc 90 hoặc hơn một chút ở gốc. Công cụ duy nhất ít nhiều phù hợp cho mục đích này là máy cắt (máy mài). Theo sở thích của tôi, nó đáng để sử dụng tùy chọn với ít năng lượng hơn và đường kính vòng tròn nhỏ hơn.
Bạn phải hành động như thế này. Vết cắt đầu tiên vuông góc với bề mặt vật liệu, đến độ sâu mong muốn dọc theo đường đánh dấu. Lần đầu tiên làm việc này khá khó khăn. Nó là tốt hơn để thực hiện cắt không ngay lập tức đến độ sâu đầy đủ, nhưng trong một số lần vượt qua, do đó có ít cơ hội để cắt qua và nó bật ra đồng đều hơn. Điều khó nhất để làm là rãnh thẳng đầu tiên. Theo quy định, nó trở nên tốt hơn đối với tôi, phần càng ít chịu trách nhiệm - trong quá trình làm việc, nó đáng để giải phóng phần vai và cánh tay và không coi trọng những sai sót nhỏ có thể.
Sau lần cắt đầu tiên, hai đường chuyền nữa được thực hiện dọc theo hướng dẫn, với một công cụ được xoay mỗi lần 45 độ so với đường chính. Khoảng, tất nhiên, nhưng tốt hơn một chút. Điều này không còn khó khăn nữa, bạn chỉ cần xoay hoặc xoay sang phôi sao cho rãnh từ phải sang trái chứ không phải từ trên xuống dưới. Hóa ra mượt mà hơn. Vâng, người Bulgaria đánh chặn khác nhau.

Sau đó uốn cong để vết cắt ở bên trong. Không cần sử dụng bất kỳ điểm dừng hoặc hướng dẫn nào, khúc cua vẫn sẽ đi đến nơi có độ dày tối thiểu, như họ đã thấy.

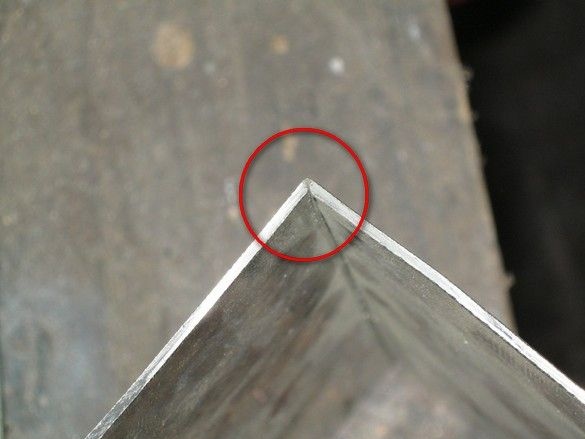
Độ sâu của vết cắt đầu tiên, trong trường hợp lý tưởng, phải là sao cho phôi trên đường cắt hoàn thành bị uốn cong, với một số, nỗ lực khá tốt, nhưng với bàn tay của bạn. Trong trường hợp này, bề mặt bên ngoài của uốn cong sẽ hơi xỉn màu, nhưng không có vết nứt đáng chú ý.

Các hình thức đã được cắt, lý tưởng sẽ dẫn đến việc đóng hoàn toàn các bức tường trên uốn cong hoàn thành.
Vì vậy, khoảng trống đã được cắt ra, vết cắt được thực hiện ở đúng nơi, thông qua và uốn cong. Ở đây bạn cần phải cẩn thận và tưởng tượng đầy đủ về thành phẩm - một số nếp gấp (vết cắt của chúng) nằm ở phía đối diện.

Sau khi quấy khóc với những vết cắt, trong một số chuyển động, một hộp có cánh hoa uốn cong dọc theo đường.

Chúng tôi thử trên cửa, đánh dấu lỗ, khoan, buộc chặt. Chúng tôi cắt bỏ dư thừa từ các chủ đề. Chốt với một ốc vít và đai ốc. M5. Stoporov và puck không được sử dụng, nhưng nếu nghi ngờ, bạn có thể nghiêng trung tâm của vết cắt.
Bây giờ chúng tôi hàn góc từ phế liệu nhỏ. Ở mặt trước, nếu không thì thiết kế có phần chưa hoàn thành. Các mảnh có góc vuông được gắn đơn giản vào đúng vị trí, ít nhất là hơn một chút so với mức cần thiết và hàn, được cố định bởi một số điểm. Sau đó, dư thừa được cưa ra. Mối hàn được làm sạch. Các cạnh sắc nét trở nên cùn.


Bàn chân ở bên cạnh hộp cứu hỏa hơi lớn, bạn có thể lấy bằng những cái nhỏ hơn.
Việc chấm dứt tương tự, sau 3,5 năm hoạt động trong bếp lò gạch. Trên kệ dưới cùng của tro, xem xét bên. Có một chút tỷ lệ, không có biến dạng và uốn cong đáng chú ý, đầu của các bu lông không thể nhìn thấy trong ảnh, nhưng tôi cũng dám đảm bảo chúng, trong tình trạng rất tốt. Các viên gạch bên ngoài không có sự phá hủy, đặc biệt là lớp lót. Nói chung, điều kiện là tuyệt vời, và được sưởi ấm mạnh mẽ hơn nhiều của bếp tắm so với sưởi ấm, nó là hoàn toàn tuyệt vời. Có lẽ điều này được tạo điều kiện bởi độ dày đáng kể của vật liệu và độ cứng tổng thể của cấu trúc.
Việc nhúng, mặc dù chi phí cao so với các phương pháp phổ biến, là một phép lạ là tốt, nhưng phương pháp sản xuất một hộp có bàn chân, linh hoạt, không chính xác lắm. Theo định nghĩa. Rất khó để xem xét đến một milimet, tất cả sự tiến hóa của phôi trong quá trình uốn và do đó, cửa không vừa, hoặc các khoảng trống quá lớn. Bạn có thể điền chúng với cùng một vật liệu chịu lửa, nhưng đây không phải là trường hợp.
Tùy chọn sản xuất thứ hai. Bằng cách hàn.

Một ngày khác, tôi quyết định thử nó. Hộp chính được làm bằng hai phần hình chữ L.
Sau khi thử, cắt các cạnh theo kích thước và hàn. Độ kín đặc biệt không bắt buộc ở đây - tính bằng chấm, qua một centimet rưỡi. Sau đó làm sạch tất cả các dư thừa tại các đường nối.

Sau đó, theo cách tương tự, bàn chân được hàn.


Sau khi tước, có thể gạch lên một nơi dịch vụ, đã bọc vật liệu chịu lửa mềm trước đó. Trong bức ảnh dưới đây, một tấm thảm bazan có độ dày 10 mm được sử dụng.

Phương pháp, mặc dù có phần phức tạp hơn, thích nhiều hơn. Cánh cửa ngồi chặt chẽ hơn nhiều, trong quá trình sản xuất, có ít lo lắng hơn đáng kể - cánh cửa sẽ phù hợp / không phù hợp ở cuối. Hơn nữa, đối với thiết kế, bạn có thể sử dụng các mảnh vật liệu nhỏ hơn, đôi khi rất thuận tiện.
Chưa có kinh nghiệm trong việc vận hành một con dấu của loại hình sản xuất này - lò chưa hoàn thành, nhưng cũng không có lý do để nghi ngờ nó.
