

Xin chào lần nữa. Cách đây không lâu, tôi đã đưa ra các hướng dẫn để tạo ra máy khắc laser từ đĩa CD hoặc DVD-rom. Phiên bản đầu tiên của máy khắc laser đã hoàn toàn làm việc, nhưng không phải không có một số vấn đề. Đầu tiên, tôi đã sử dụng trình điều khiển động cơ L9110S, do đó mất khả năng sử dụng microstep của động cơ và kết quả là độ phân giải khắc bị hạn chế. Cũng có một vấn đề với sự không tương thích của phần mềm máy khắc với các chương trình khắc tiêu chuẩn. Trong phiên bản thứ hai, tôi đã loại bỏ tất cả các lỗi và máy khắc bắt đầu đáp ứng các tiêu chuẩn và cũng tuân theo mã G. Cơ sở vẫn như cũ, điện và phần mềm đã thay đổi. Và tôi giới thiệu với bạn các hướng dẫn để chỉnh lại cái trước đó hoặc tạo ra một máy khắc laser mới.
Chúng tôi cần:
- DVD-ROM hoặc CD-ROM
- Ván ép dày 10 mm (cũng có thể sử dụng 6 mm)
- Vít gỗ 2,5 x 25 mm, 2,5 x 10 mm
- Arduino Uno (bảng tương thích có thể được sử dụng)
- Khiên CNC CNC v3
- Laser 1000mW 405nm Blueviolet
- Trình điều khiển động cơ bước A4988 với bộ tản nhiệt 2 chiếc.
- Nguồn điện 5V (Tôi sẽ sử dụng nguồn điện máy tính cũ nhưng đang hoạt động)
- Transitor TIP120 hoặc TIP122
- Điện trở 2,2 kOhm, 0,25 W
- dây kết nối
- Đầu nối Dupont 2,54 mm
- Eletrolobzik
- khoan
- Mũi khoan gỗ 2 mm, 3 mm, 4 mm
- Vít 4 mm x 20 mm
- Các loại hạt và vòng đệm 4 mm
- hàn sắt
- Hàn, nhựa thông
Bước 1 Chúng tôi lắp ráp vỏ máy, cơ khí và chuẩn bị nguồn điện.
Ở đây chúng tôi làm mọi thứ chính xác như trong các bước đầu tiên, thứ hai và thứ ba của hướng dẫn "Máy khắc laser từ DVD-Rom cũ".
Bước thứ tư có thể được bỏ qua, vì chúng ta không cần cần điều khiển. Chúng tôi sẽ gửi tất cả các lệnh thông qua thiết bị đầu cuối.
Bước 2 Chuẩn bị động cơ.
Về cách loại bỏ động cơ bước và toa xe bạn đọc trong bài viết đầu tiên. Vì vậy, khi chúng tôi hàn dây cho động cơ. Các đầu nối Dupon phải được tán ở đầu kia của dây:
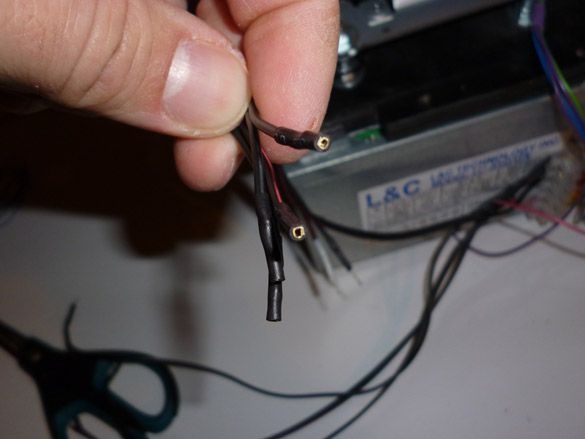
Nếu có, thật thuận tiện khi sử dụng vỏ nhựa cho chúng, trên bốn dây. Nếu không, bạn có thể, giống như tôi, chỉ cần đặt một nhiệt co lại trên mỗi dây.
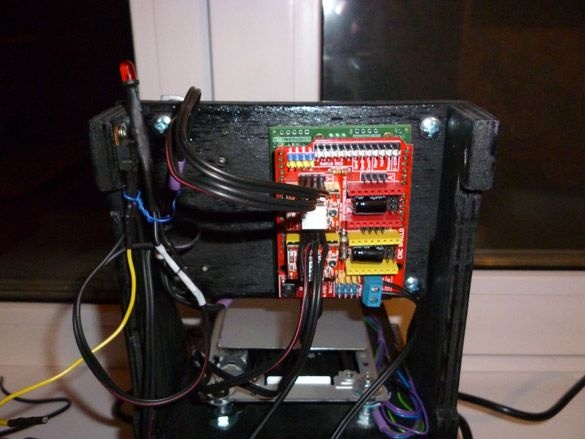
Bước 3 Chúng tôi thu thập thợ điện.
Bộ não của thợ khắc của chúng tôi là Arduino Uno.

Cài đặt nó ở mặt sau của máy khắc:

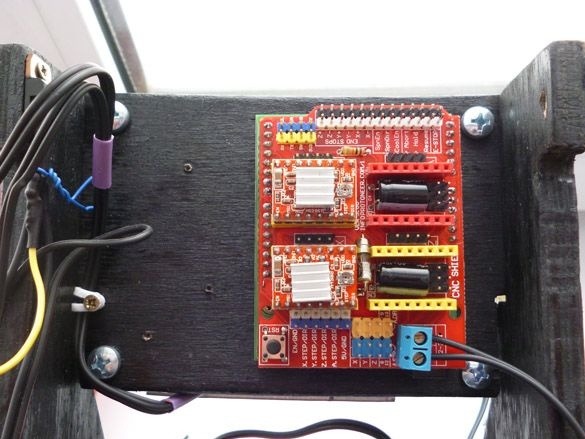
Một trong những phần quan trọng nhất là Arduino CNC Shield.Chúng tôi sẽ sử dụng phiên bản thứ ba của thẻ mở rộng này. Nhờ có cô, chúng tôi sẽ giảm đáng kể số lượng dây và đơn giản hóa việc lắp ráp máy khắc:
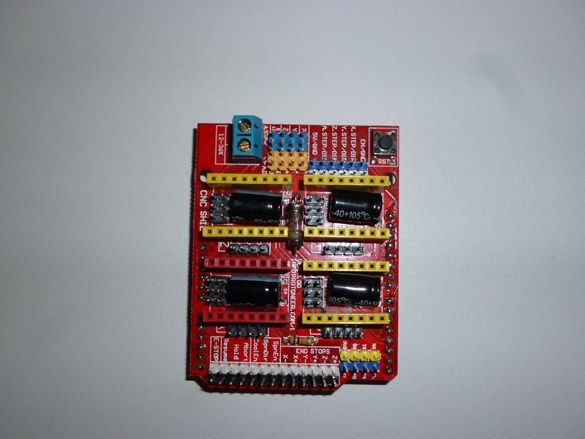
Và mặt trái:

Chúng tôi đặt Arduino CNC Shied v3 lên trên Uno:

Jumpers nên được bao gồm với bảng mở rộng. Trước khi cài đặt trình điều khiển, bạn phải cài đặt bộ nhảy trên trục X và Y. Cụ thể, bộ nhảy MS0, MS1 và MS2 phải được cài đặt trên trục X và Y. Do đó, chúng tôi sẽ đặt microstep thành 1 \ 16. Nếu bạn bị nhầm lẫn một chút hướng dẫn trên bảng mở rộng này:
Xem tập tin trực tuyến:
Dravers trông như thế này:
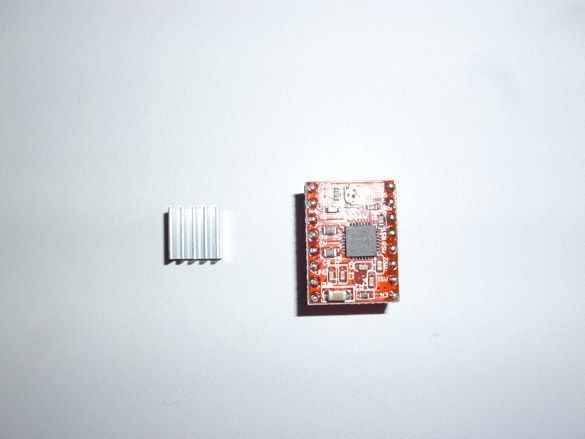
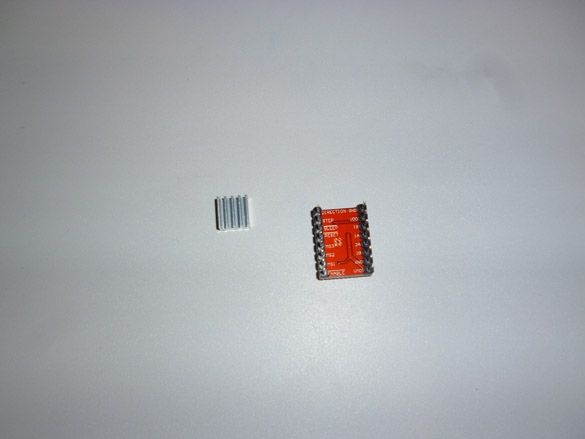
Đầu tiên, cài đặt bộ tản nhiệt trên trình điều khiển:
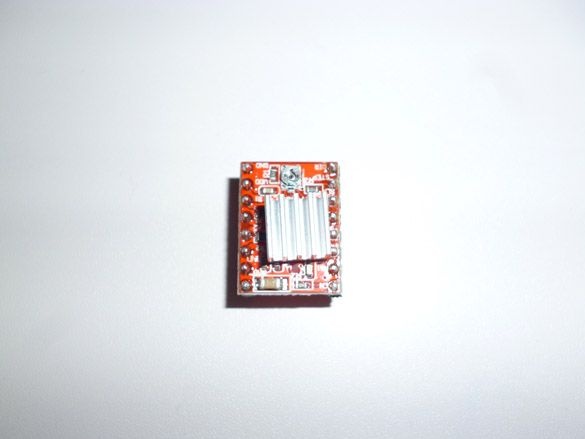
Và sau đó chúng tôi đặt chúng vào vị trí cho trục X và Y. Hãy chú ý đến vị trí của người lái xe. Vì nó có thể dễ dàng cài đặt là không đúng sự thật. Phím EN trên trình điều khiển phải khớp với cùng một ổ cắm trên bảng mở rộng:
Tôi khuyên bạn nên mua ngay một bộ bao gồm các trình điều khiển Arduino Uno, CNC Shield và A4988 với bộ tản nhiệt. Cái này rẻ hơn và bạn không cần phải đợi cho đến khi thành phần tiếp theo xuất hiện.
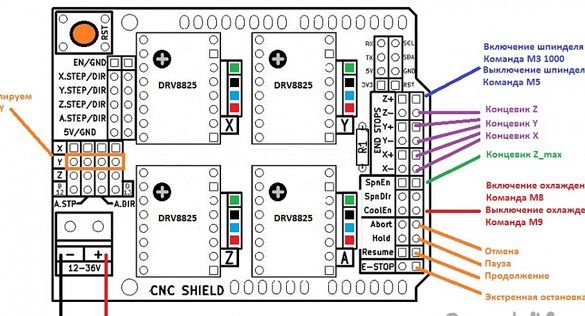
Laser thành phẩm chúng tôi đã mua với một trình điều khiển và bộ tản nhiệt làm mát tiêu thụ tới 500 mA. Nó không thể được kết nối trực tiếp với Arduino. Để giải quyết vấn đề này, hãy sử dụng bóng bán dẫn TIP120 hoặc TIP122. Điện trở 2,2 kOm được bao gồm trong khoảng cách giữa Đế của bóng bán dẫn và chân 11 của Arduino. Trên CNC Shield, chân này được chỉ định là Z +. Đây không phải là một lỗi đánh máy. Đây là điều. Nhìn về phía trước, tôi sẽ nói rằng chúng tôi sẽ làm việc với phần mềm GBRL 1.1. CNC Shield v3 đã được tạo cho phiên bản trước của phần sụn này. Trong phiên bản GBRL 1.1, các nhà phát triển đã quyết định làm lại việc đánh số cổng và do đó, nó khác với những gì được viết trên bảng. Cụ thể, họ đã hoán đổi Z + (D12) và Spn_EN (D11). Trục xoay được kết nối với D11, là cổng PWM, để kiểm soát tốc độ động cơ hoặc công suất laser trong trường hợp của chúng tôi. Hình ảnh với các chân được sửa đổi:
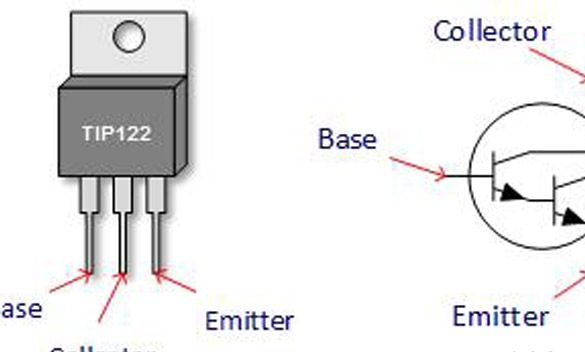
Cơ sở - R 2.2 kOm - pin 11 Arduino (Z + CNC Sheild)
Bộ sưu tập - GND Laser (Dây màu đen)
Emitter - GND (Cung cấp năng lượng chung)
+5 laser (dây đỏ) - +5 nguồn điện
Mạch không phức tạp, vì vậy chúng tôi hàn mọi thứ có trọng lượng, cách điện dây và chân của bóng bán dẫn, phát sóng ra phía sau, ở phía bên

Thiết lập firmware GBRL không phải là một nhiệm vụ dễ dàng, đặc biệt là cho người mới bắt đầu. Và với tia laser, giống như diêm, trẻ em không phải là đồ chơi. Ngay cả với một chùm tia phản xạ, mắt có thể bị tổn hại nghiêm trọng. Do đó, tôi khuyên bạn chỉ nên làm việc với laser trong kính bảo hộ và trong thời gian thử nghiệm và cài đặt, hãy kết nối một đèn LED thông thường thay vì laser. Màu sắc không quan trọng. Đã bao gồm một điện trở phù hợp trong khe hở của dây dương của diode, chúng tôi kết nối một đèn LED thay vì laser:

Kính an toàn và một diode thử nghiệm sẽ giảm thiểu các sự cố ngẫu nhiên với máy khắc.
Bước 4 Đặt giới hạn dòng động cơ.
Việc cài đặt cường độ dòng điện là cần thiết để giảm tiếng ồn khi hoạt động ở dòng điện cao, để loại bỏ sự cắt ở dòng điện thấp và cũng để giảm sự nóng lên của động cơ bước.
Chúng tôi kết nối dây âm của vạn năng với tiếp điểm GND và nhấn dây dương vào thân điện trở điều chỉnh trên trình điều khiển. Vặn điện trở điều chỉnh bằng một tuốc nơ vít nhỏ, đo điện áp Vref. Vì vậy, chúng tôi đặt dòng điện chính xác cho trình điều khiển động cơ bước của chúng tôi.
Công thức Vref cho A4988 phụ thuộc vào giá trị của các điện trở được cài đặt trên chúng. Đây thường là R100.
Vref = Imax * 8 * (RS)
Imax - dòng điện của động cơ bước
RS là điện trở của điện trở.
Trong trường hợp của chúng tôi:
RS = 0.100.
Cường độ hiện tại được đề nghị của động cơ bước là 0,36A. Nhưng tôi thích tăng nó lên một chút.
Imax = 0,4
Vref = 0,5 * 8 * 0.100 = 0.32 V.
Bước 5 Điền GBRL 1.1.
Sẽ thuận tiện nhất khi viết tệp chương trình cơ sở HEX đã sẵn sàng vào Arduino Uno.
Điều này đòi hỏi chương trình XLoader:
Chạy chương trình. Chọn tệp HEX đã tải xuống trước đó. Dưới đây, chúng tôi chọn bộ điều khiển của chúng tôi từ danh sách, cụ thể là Uno (ATmega328). Tiếp theo, chọn cổng com mà Arduino được kết nối. Chúng tôi đặt tốc độ thành 115200 và nhấp vào Tải lên. Sau khi chờ hoàn thành điền, bạn có thể tiến hành xác minh và cấu hình.
Bước 6 Cài đặt.
Các thông số có trong phần sụn khác với các thông số của máy chúng tôi. Cửa sổ terminal được sử dụng để cấu hình. Bạn có thể sử dụng bất cứ thứ gì bạn thích. Tôi thích Arduino IDE. Tải xuống từ trang web chính thức của dự án:
https://www.arduino.cc/en/Main/Software
Không có thư viện là bắt buộc, chúng tôi chỉ cần một thiết bị đầu cuối từ Arduino IDE. Trong tab Công cụ, chọn bảng của chúng tôi - Arduino Uno, sau đó chọn cổng com được kết nối. Sau đó, khởi chạy thiết bị đầu cuối nằm trong tab Công cụ - Cổng giám sát. Trong cửa sổ đầu cuối, đặt tham số CR (trở về vận chuyển) và tốc độ 115200 baud. Dòng sau sẽ đến:
Grbl 1.1f ['$' để được giúp đỡ] Nếu bạn thấy cô ấy, phần sụn đã thành công và bạn có thể tiến hành thiết lập. Vì vậy, chúng tôi sử dụng động cơ bước từ ổ đĩa DVD hoặc CD. Chúng được gọi là PL15S020 hoặc tương thích với điều này:
Xem tập tin trực tuyến:
Để xem các cài đặt phần sụn hiện tại, nhập:
$$Động cơ này có 20 bước trên mỗi vòng quay. Khoảng cách trục vít là khoảng cách mà cỗ xe di chuyển trong một vòng quay, trong trường hợp của chúng tôi, 3 mm. Chúng tôi tính toán số bước trên 1 mm: 20/3 = 6,6666666666667 bước trên 1 mm. Trên trình điều khiển a4988, chúng tôi đã cài đặt microstep 16. Do đó, 6.666666666666767 * 16 = 106,67 bước trên 1 mm. Chúng tôi viết dữ liệu này vào phần sụn. Để làm điều này, trong cửa sổ terminal, nhập:
$100=106,67
$101=106,67
$102=106,67Tham số cuối cùng là tùy chọn, nó dành cho trục Z, nhưng nó dễ hiểu hơn sau đó để xem các tham số. Sau đó bật chế độ laser bằng lệnh:
$32=1Đặt công suất laser tối đa thành 255:
$30=255Để kiểm tra laser (tốt nhất là trước tiên hãy kết nối đèn LED), nhập lệnh:
M3 S255Tắt tia laser bằng lệnh:
M5Sau đó, chúng tôi đặt kích thước ghi tối đa. Đối với máy khắc của chúng tôi, đây là 38 x 38 mm:
$130=38.000
$131=38.000
$132=38.000Một lần nữa, tham số cuối cùng là tùy chọn, nó dành cho trục Z.
Tôi truyền bá các thông số làm việc của máy khắc của chúng tôi để bạn có thể so sánh:
$0=10
$1=25
$2=0
$3=0
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$30=255
$31=0
$32=1
$100=106.667
$101=106.667
$102=106.667
$110=500.000
$111=500.000
$112=500.000
$120=10.000
$121=10.000
$122=10.000
$130=38.000
$131=38.000
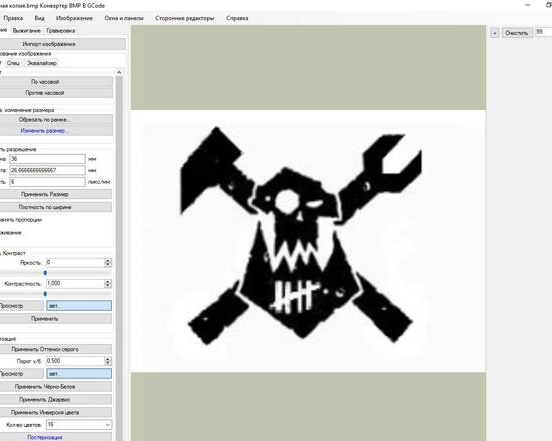
$132=38.000Bước 7 Chuẩn bị hình ảnh.
Để ghi một cái gì đó bạn cần chuẩn bị hình ảnh đã chọn, cụ thể là dịch nó thành mã G. Để làm điều này, chúng tôi sẽ sử dụng chương trình CHPU:
Tải về và xé chương trình. Nhấp vào "Nhập hình ảnh" và chọn hình ảnh của bạn. Trong phần Thay đổi độ phân giải của Vik, đặt Độ rộng đường cao và đường cao độ cao tối đa là 38 mm. Mật độ mật mã có thể được thử khác nhau, theo tôi, tối ưu là 6:
Chuyển đến tab Burn Burn. Chọn "BẬT trên màu đen." Trong phần "Lệnh sơ bộ" phải là các mục sau, không cần giải thích trong ngoặc:
%
G71
S255 (Công suất laser tối đa)
G0 F200 (Tốc độ không tải)
G1 F100 (Tốc độ ghi)
(Tốc độ ghi F)Bạn có thể thử các tốc độ ghi khác nhau. Đối với nhựa, F100 là đủ, đối với gỗ, có thể cần ít hơn. Nhấp vào "Lưu mã G" và chỉ định vị trí lưu trữ. Quan trọng! Nghị quyết nên chọn ".nc".
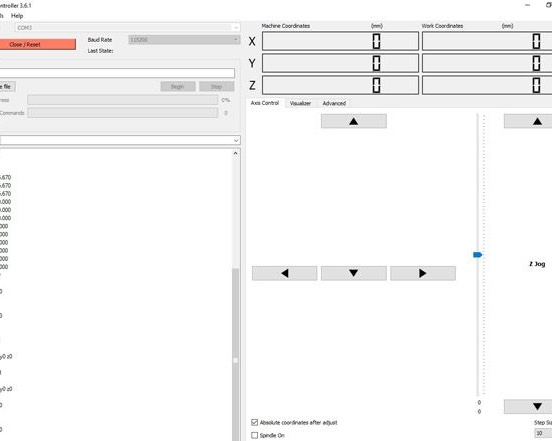
Bước 8 Đốt.
Để ghi và điều khiển máy khắc, chúng tôi sẽ sử dụng chương trình GrblControll:
Tải về và cài đặt nó. Nhấp vào "Mở." Sau khi kiểm tra xem mọi thứ có hoạt động không, sử dụng các mũi tên và lệnh bật tắt laser, chọn tệp bạn đã lưu và gửi nó để ghi bằng cách nhấn vào Bắt đầu Bắt đầu:
Máy khắc video:
